Паспорт. Комбинированный токарный станок модели 1М95.
Справочник технолога-машиностроителя. 2 тома. Под ред. Косиловой А.Г. и Мещерякова Р.К.
Как продолбить шпоночный паз в коническом отверстии?
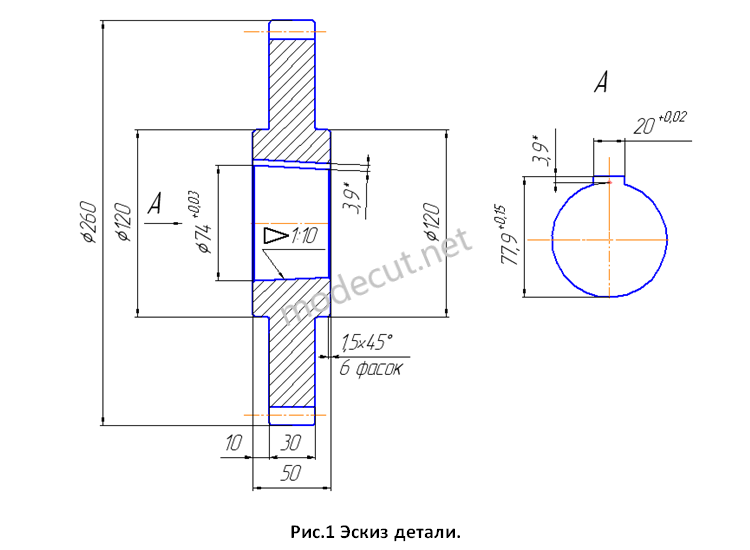
В конических отверстиях с конусностью 1:10 различных деталей машин (шкивы, муфты, зубчатые колеса), шпоночные пазы обычно изготавливаются параллельно образующей конуса. Наличие конусности в пазах усложняет технологию обработки деталей и увеличивает трудоемкость их изготовления. Однако конструкция долбёжных станков позволяет обрабатывать конические элементы с углом наклона до 100 без использования дополнительных приспособлений. В данной статье на конкретном примере рассмотрена технология долбления конического шпоночного паза с конусностью 1:10. Пример. Необходимо продолбить в коническом отверстии зубчатого колеса шпоночный паз. На рисунке 1 изображен эскиз обрабатываемой детали. Деталь будет обрабатываться на долбежном станке модели 7403.
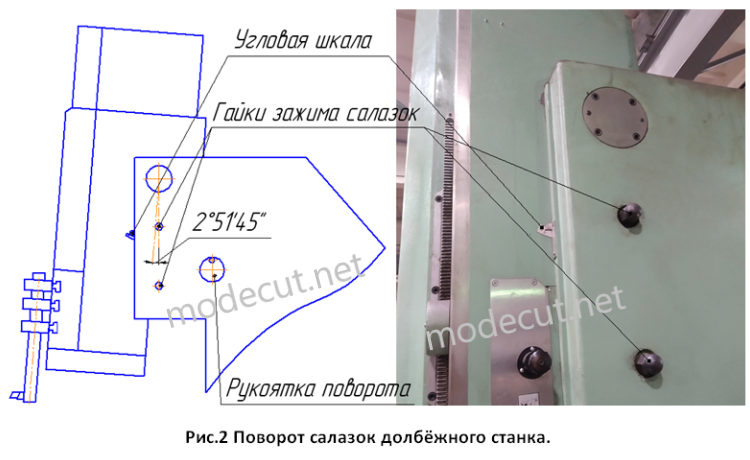
Устанавливаем на стол долбежного станка трехкулачковый патрон, а обрабатываемую деталь закрепляем в патроне. С помощью индикаторной головки выставляем деталь по центру стола и фиксируем данное положение, закрепив патрон прихватами. После закрепления детали на столе, необходимо подвернуть салазки долбежного станка на требуемый угол. Для этого отпускаем гайки зажима и предварительно по угловой шкале поворачиваем салазки на угол чуть меньше 3 градусов (см. рис.2). После поворота салазок немного поджимаем зажимные гайки.
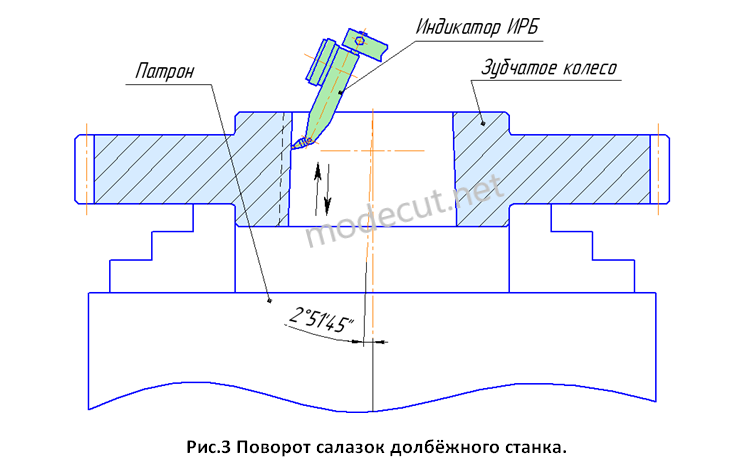
Для точного выставления угла наклона салазок используем рычажно-зубчатый индикатор ИРБ. Крепим оправку с установленным индикатором к долбяку станка. Индикатор устанавливаем, так чтобы его наконечник касался конического отверстия детали (см. рис.3).