

Программа расчитывающая наладочные параметры делительной головки на любое число делений.
Справочник фрезеровщика. Автор А.Н.Оглоблин.
Как продолбить в детали многогранное отверстие на долбёжном станке?
При долблении многогранных отверстий в деталях используют обычный четырёхугольный резец, показанный на рисунке 1. Резец затачивают таким образом, чтобы его режущая кромка по ширине была равной ширине грани обрабатываемого многогранника. (на рисунке 1 ширина грани – размер “a”). Предварительное отверстие в заготовке под долбление многогранника часто изготавливают диаметром равным диаметру вписанной окружности данного многогранника. Контролируют правильность долбления многогранного отверстия, измеряя размер “S”, показанный на рисунке 1.
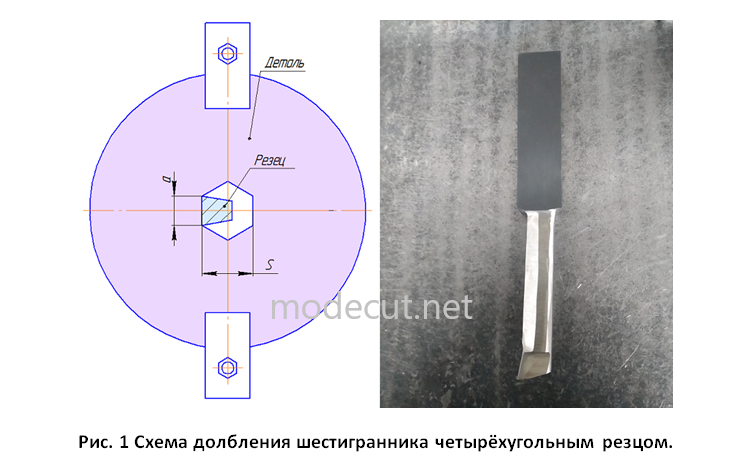
Стоит отметить, что контрольный размер “S” в зависимости от числа граней имеет различное значение.
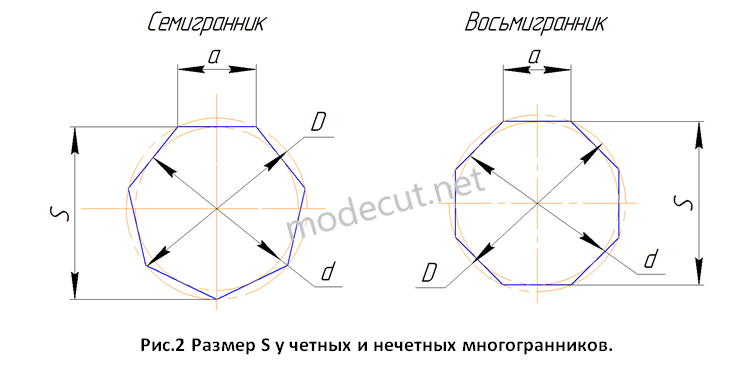
Если многогранное отверстие имеет четное количество граней, то размер “S” равен диаметру вписанной окружности многогранника (см. рис.2). Если многогранное отверстие имеет нечетное количество граней, то размер “S” будет равен:

где D – диаметр описанной окружности многогранника (мм); d – диаметр вписанной окружности многогранника (мм).
Для наглядности произведём расчёт ширины грани “a” обрабатываемого многогранного отверстия и контрольного размера “S” на конкретном примере. Пример. Необходимо продолбить в детали семигранное отверстие с диаметром вписанной окружности Ø30мм. Под долбление многогранника заготовка имеет круглое отверстие диаметром Ø30мм.
Сначала определим угол поворота стола нужный при долблении граней:

где n=7 – количество обрабатываемых граней.
Далее произведём расчёт ширины грани многоугольника, необходимый для изготовления резца по следующей формуле:

где n=7 – количество обрабатываемых граней; r=15мм – радиус вписанной окружности многоугольного отверстия.