

Программа для расчета развертки усеченного конуса.
Автор Р.И.Гжиров. Краткий справочник конструктора.
Как правильно выполнить протягивание тонкостенных деталей?
Процесс протягивания отверстий в тонкостенных деталях без дополнительной оснастки приводит к браку. Это происходит из-за того, что во время протягивания появляется радиальная деформация стенок детали, а после прохождения протяжки стенки под действием упругой деформации сжимаются. Вследствие чего обработанное отверстие получается меньшего размера. Чтобы избавиться от деформации и получить качественное отверстие, необходимо в процессе протягивания использовать специальное приспособление, показанное на рисунке 1.
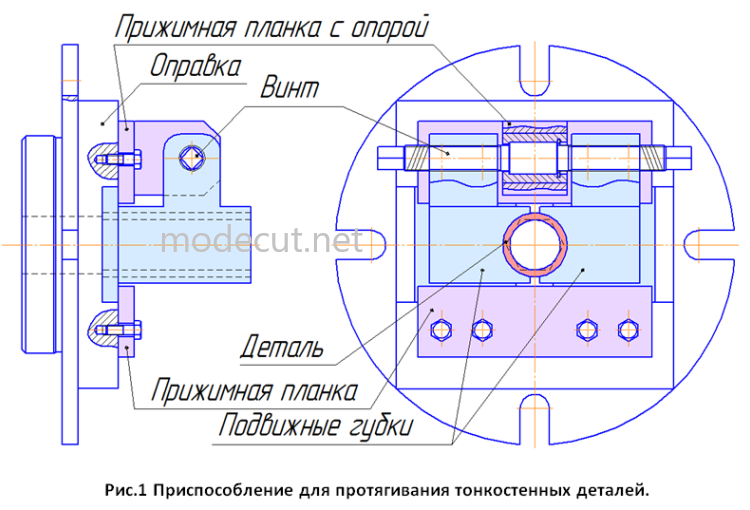
Приспособление состоит из оправки, прижимных планок, подвижных губок и зажимного винта. Оправка представляет собой круглую плиту, которая крепится к столу станка. С одной стороны оправки расположена круглая шейка, предназначенная для центрирования приспособления в отверстии стола. С другой стороны оправки расположен прямоугольный выступ, имеющий поперечный паз, по которому перемещаются две зажимные губки. Перемещение зажимных губок осуществляется винтом, который имеет на своих шейках левую и правую резьбу. Благодаря чему при вращении винта по часовой стрелке зажимные губки равномерно сводятся друг к другу. Прижимные планки, закрепленные на прямоугольном выступе оправки, ограничивают подъём губок при зажиме детали. Одна из прижимных планок имеет опору для удерживания зажимного винта.
При протягивании обрабатываемая тонкостенная деталь зажимается между подвижными губками, у которых радиусные поверхности сделаны точно по размерам наружного диаметра детали. Затем протяжку помещают через центральное отверстие приспособления, и выполняют протягивание. Благодаря поджиму губок полученные размеры отверстия детали полностью соответствуют размерам поперечного сечения калибрующих зубьев протяжки.