

Программа расчитывающая наладочные параметры делительной головки на любое число делений.
Справочник фрезеровщика. Автор А.Н.Оглоблин.
Как протягивают и прошивают шпоночные пазы?
Протягивание и прошивка являются производительными методами позволяющими получить высокую точность и чистоту обработки шпоночного паза. Протягиванием и прошивкой чаще всего обрабатывают пазы шириной от 3 и до 20мм, однако протягиванием можно изготовить шпоночный паз шириной до 50мм. Метод протягивания в основном используется в серийном и крупносерийном производстве. Прошивка из-за большей универсальности и дешевизны инструмента нашла свое применение в мелкосерийном и даже единичном производстве.
Протягивание шпоночных пазов выполняется протяжками, которые регламентированы по ГОСТ 18217-90 - ГОСТ 18220-90. Такие протяжки имеют большую длину для возможности получения полного профиля шпонки за один или два прохода, а также занижение на хвостовике для крепления протяжки в кулачковом патроне. При протягивании заготовка центрируется не самой протяжкой, как при обработке круглых и шлицевых отверстий, а направляющей оправкой, которая называется адаптером. Конструкция адаптера изображена на рисунке 1. Задняя цилиндрическая поверхность адаптера устанавливается в отверстие стола протяжного станка и зажимается с помощью болтов. Передняя цилиндрическая поверхность адаптера предназначена для установки обрабатываемой заготовки. Вдоль всего адаптера прорезан паз, через который проходит и центрируется протяжка.
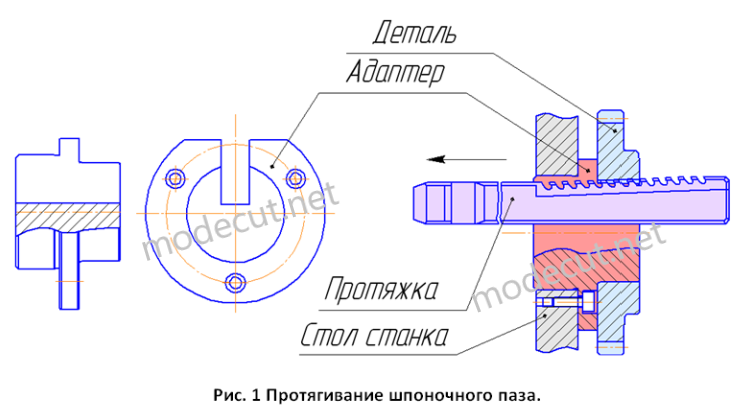
Процесс протягивания выполняется в строгой очередности. Сначала заготовку устанавливают на посадочную поверхность адаптера. Затем протяжку вводят в паз адаптера и перемещают до тех пор, пока первый зуб не коснется торцовой поверхности заготовки. Далее протяжку соединяют с ползуном протяжного станка. Во время протягивания протяжка перемещается вперед до тех пор, пока полностью не пройдет через отверстие заготовки. После остановки станка протяжку отсоединяют от патрона и очищают от стружки, а деталь снимают с посадочной поверхности адаптера.
Прошивка шпоночного паза в основном выполняется на вертикальных прессах. В отличие от протяжки, прошивка гораздо меньше по длине, и соответственно имеет довольно ограниченное число зубьев. Поэтому процесс прошивания шпоночного паза, выполняется за определенное количество установок.
