Программа расчитывающая наладочные параметры делительной головки на любое число делений.
Справочник фрезеровщика. Автор А.Н.Оглоблин.
Как изготовить призмы на строгальном станке?
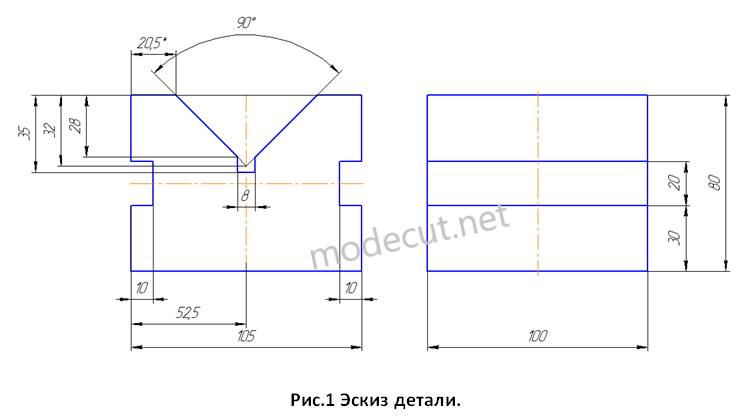
Станочные призмы широко распространены в производстве и применяются для крепления заготовок цилиндрической формы на металлорежущих станках. Также призмы часто используются при выполнении контрольных и разметочных работ. В единичном производстве станочные призмы обычно изготавливают на строгальных станках. Как правило, из одной заготовки производят сразу две призмы, что обеспечивает идентичность их размеров. Для наглядности рассмотрим процесс изготовления призм на конкретном примере. Пример. На рисунке 1 изображена призма, которую необходимо изготовить. Материал заготовки Сталь 40Х.
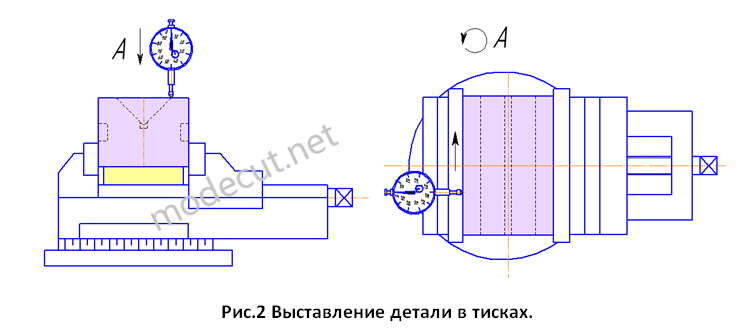
Отрезаем из круга диаметром d=140мм (Сталь 40Х) заготовку длиной L=212мм (для изготовления сразу двух призм). Для увеличения твердости и повышения механических свойств, проводим улучшение (закалка + высокий отпуск) заготовки (твердость 220…260НВ). Далее выполняем обработку заготовки по габаритам на строгальном или фрезерном станке, выдерживая следующие размеры: ширина h=105мм, высота s=80мм и длина L=206мм (на две заготовки). Затем устанавливаем заготовку в станочные тиски для предварительной обработки базовых поверхностей призмы. При установке детали в тисках её необходимо выставить относительно перемещения суппорта строгального станка. Для этого в суппорт устанавливается оправка с индикаторной головкой. Затем перемещая суппорт станка, выставляем положение заготовки с тисками в горизонтальной и вертикальной плоскости, как показано на рисунке 2.
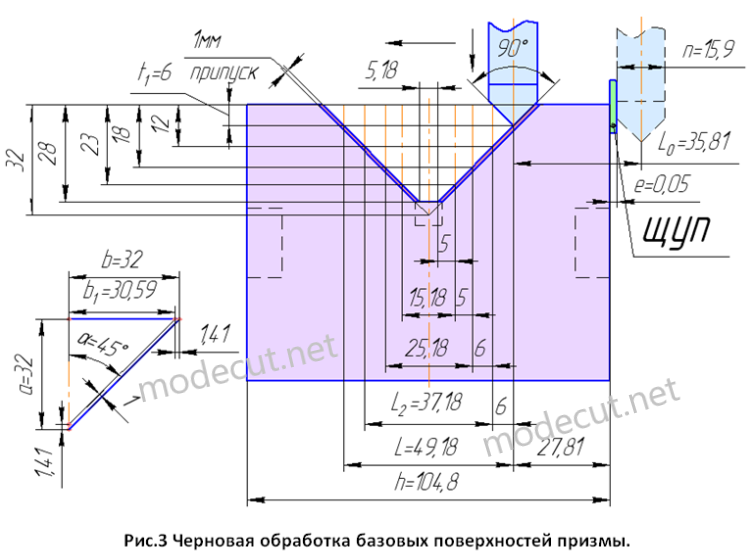
Черновая обработка базовых поверхностей будет выполняться резцом из быстрорежущей стали, у которого общий угол профиля 2α=900. Черновая обработка будет проходить в пять проходов (см. рис.3). На каждом проходе резец будет врезаться на определенную глубину и затем на этой глубине проходить по длине небольшой участок. На первых трех проходах резец будет врезаться на глубину 6мм, на последних двух 5мм. Перед черновым строганием необходимо измерить нескольких размеров. Измеряем ширину заготовки (пусть h=104,8мм) и фактическую ширину резца (пусть ширина резца 15,9мм).