Паспорт. Комбинированный токарный станок модели 1М95.
Справочник технолога-машиностроителя. 2 тома. Под ред. Косиловой А.Г. и Мещерякова Р.К.
Как выставить резец по центру детали для строгания шпоночного паза?
Для того чтобы выставить резец по центру детали необходимо определить его первоначальное положение относительно положения детали в процессе строгания. В качестве точки отсчета для нахождения первоначального положения резца, используют какую либо поверхность самой детали или базовые поверхности её зажимного приспособления. В данной статье на конкретном примере рассмотрен процесс выставление резца по центру детали, где в качестве точки отсчета использована базовая поверхность приспособления (неподвижная губка тисков) относительно, которой и зажимается обрабатываемая деталь. Рассмотрим данный процесс более детально. Пример. Необходимо прострогать шпоночный паз в посадочном отверстии шестерни. Эскиз шестерни изображен на рисунке 1.
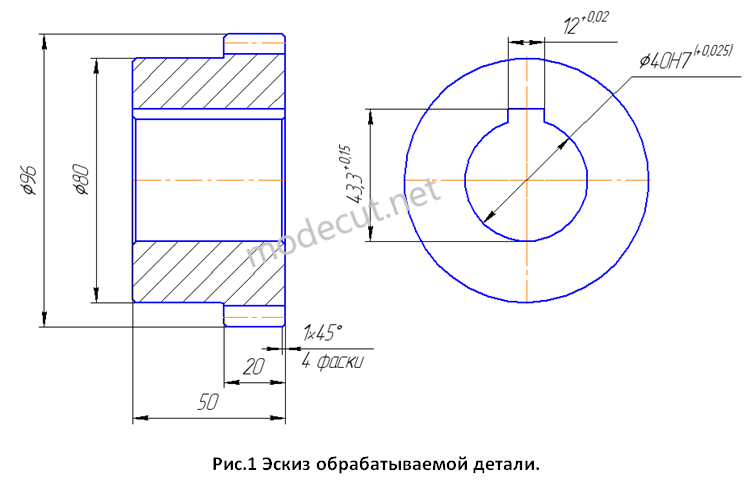
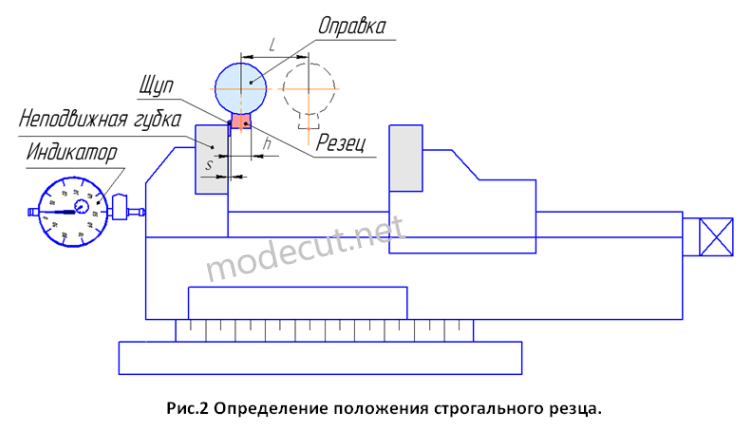
В данном случае наиболее технологично строгать шпоночный паз, зажав деталь тисках за наружную поверхность диаметром d=80мм с упором в зубчатый венец. Для центрирования строгального резца необходимо провести несколько точных измерений. С помощью микрометров измеряем фактический размер наружного поверхности, за которую будет зажата деталь, а также ширину режущей кромки резца. Пусть фактический диаметр наружной поверхности равен d=79,9мм, а ширина режущей кромки h=12мм. После измерения ставим на стол станка машинные тиски. Выставляем тиски, таким образом, чтобы их губки были параллельны ходу ползуна станка и закрепляем. Как выставить тиски на столе станка, подробно описано в другой статье. Устанавливаем резец с оправкой в шпиндель строгального станка и выдвигаем ползун, так чтобы резец находился между губками станка. Далее вручную подводим стол станка, так чтобы неподвижная губка тисков приблизилась вплотную к режущей кромке строгального резца (см. рис.2).
Продолжаем продольное перемещение стола до тех пор, пока между режущей кромкой резца и неподвижной губкой тисков будет плотно заходить щуп, например толщиной s=0,05мм. Щуп большей толщины (в данном случае 0,06мм) заходить не должен.