
Паспорт. Комбинированный токарный станок модели 1М95.
Справочник технолога-машиностроителя. 2 тома. Под ред. Косиловой А.Г. и Мещерякова Р.К.
Как выставить резец по центру детали для строгания шпоночного паза? (Страница 2)
Для того чтобы резец при строгании паза находился точно по центру станка необходимо переместить стол станка из текущего положения на величину L, которая рассчитывается по следующей формуле:

где d=79,9мм – фактический диаметр заготовки; h=12мм – ширина режущей кромки резца; s=0,05мм – зазор между неподвижной губкой тисков и режущей кромкой резца. Чтобы компенсировать люфт продольной подачи, рекомендуется перед перемещением стола, установить магнитный штатив на стойку станка, а индикаторную головку на машинные тиски, как показано на рисунке 2. Отсчет расчетной длины L при продольном перемещении стола станка начинается с движением большой стрелки индикаторной головки.
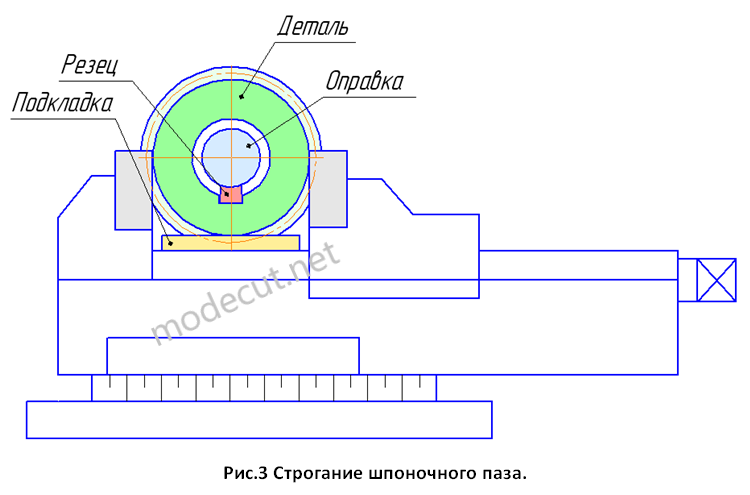
После определения положения строгального резца, задвигаем ползун станка. Затем на направляющие тисков устанавливаем подкладку вместе с деталью и зажимаем тиски (см. рис.3). Далее заводим оправку с резцом в отверстие детали и выставляем длину хода ползуна. Если при первом проходе оба угла строгального резца одновременно касаются внутренней поверхности отверстия и оставляют одинаковые канавки, то это признак того, что резец выставлен правильно.