Программа расчета массы заготовки.
Справочник. Производство зубчатых колес. Авторы С.Н.Калашников, Г.И.Коган, А.С.Калашников.
Как строгать по плоскости тонкостенные детали?
Строгание тонких деталей сопровождается большими трудностями из-за невозможности надежного их закрепления на столе станка. Однако на практике существует несколько технологических способов, позволяющих успешно закрепить и выполнить такую обработку. Стоит отметить, что все представленные ниже способы схематически отличаются друг от друга, но из-за недостаточной жесткости, строгание выполняется на одних и тех же режимах резания. Процесс строгания тонкостенных заготовок ведется остро заточенным проходным отогнутым резцом. Скорость резания должна быть такая же, как и при обычном строгании. Поперечная подача устанавливается самая маленькая из диапазона подач станка. Глубина резания из-за невысокой жесткости небольшая около 0,3…0,5мм. Рассмотрим способы закрепления тонкостенных деталей более детально.
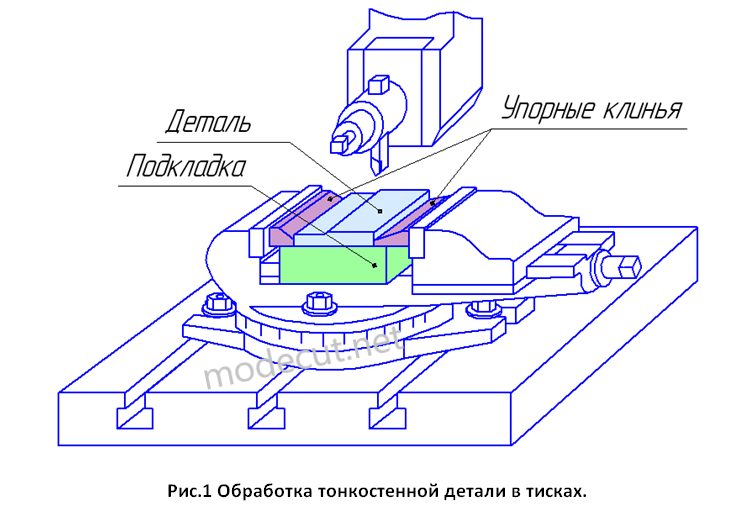
Тонкостенные детали небольших размеров можно обработать в машинных тисках, но при обычном зажиме они начинают изгибаться. Чтобы избежать этого необходимо деталь зажимать в тисках по схеме, представленной на рисунке 1. Деталь устанавливается на подкладку, которая помещается на направляющие тисков. Между губками тисков и деталью с обеих сторон устанавливаются упорные клинья при помощи, которых и осуществляется зажим детали.
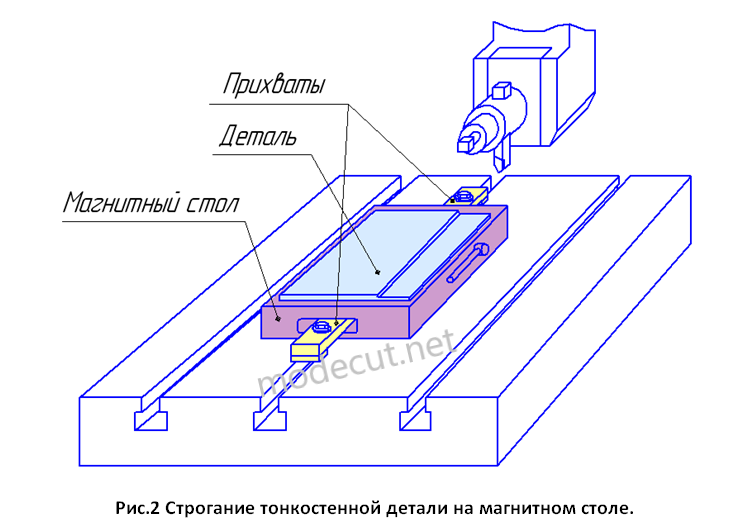
Также стоит отметить, что для обработки небольшой по площади заготовки можно использовать обычный магнитный стол (см.рис.2). Важно учесть, что при установке на магнитный стол обрабатываемую деталь необходимо выставить с помощью индикаторной головки параллельно ходу ползуна станка.