
Паспорт. Комбинированный токарный станок модели 1М95.
Справочник технолога-машиностроителя. 2 тома. Под ред. Косиловой А.Г. и Мещерякова Р.К.
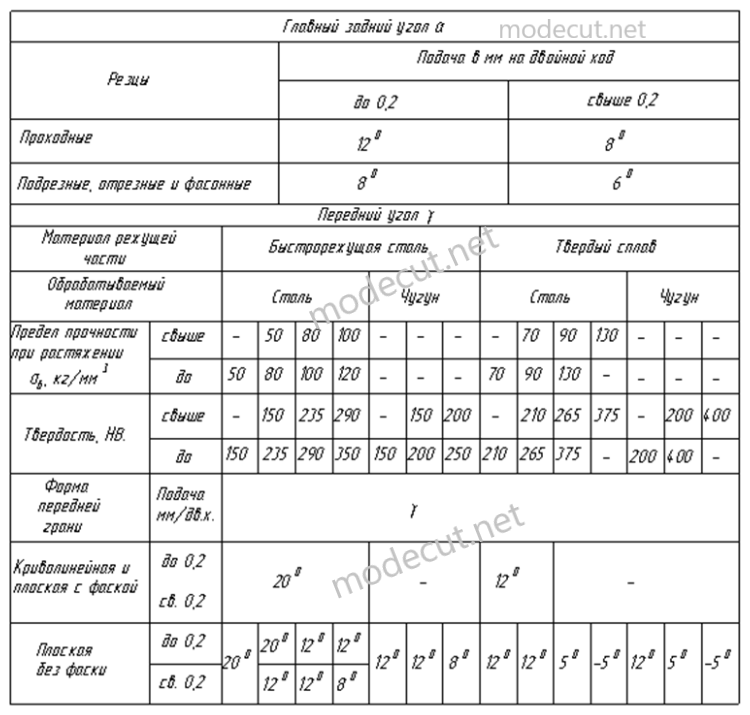
Какой должна быть геометрическая форма резца для выполнения строгальных и долбежных работ? (Страница 2)
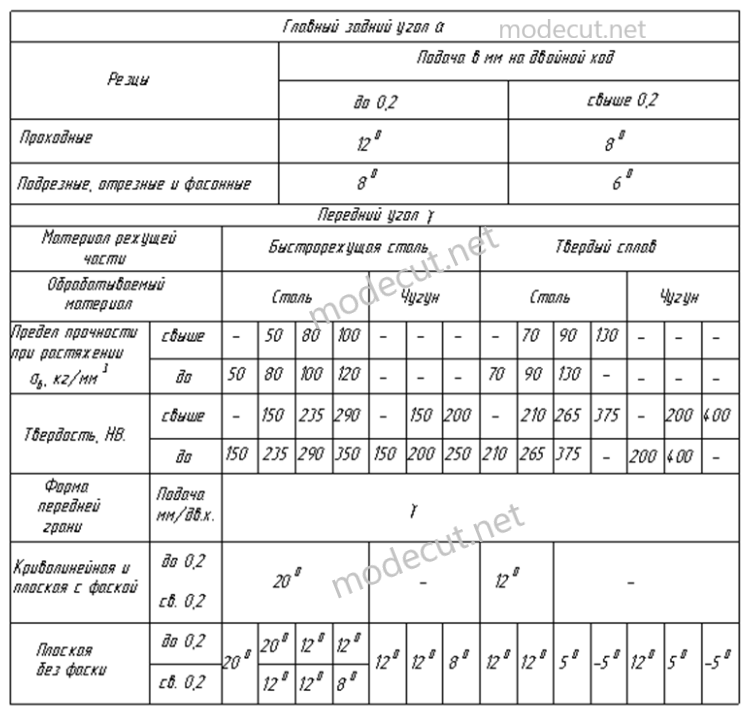
При обработке твердых и хрупких материалов величина переднего угла близка к нулю градусов. Для обработки заготовок средней твердости передний угол должен быть в пределах 100-200. Для обработки мягких металлов (алюминий, медь) величина переднего угла находиться в пределах 200-300. Величина заднего угла выбирается в пределах 60-120. Чрезмерно большой задний угол ослабляет головку резца, что приводит к появлению вибрации на резце и дальнейшей поломки режущей кромки. Очень маленький задний угол под воздействием упругой деформации в процессе резания вызовет сильное трение задней грани об обрабатываемую поверхность. Рекомендуемые значения переднего и заднего угла приведены выше в таблице, которую также можно скачать, перейдя по ссылке.
{kind=link}
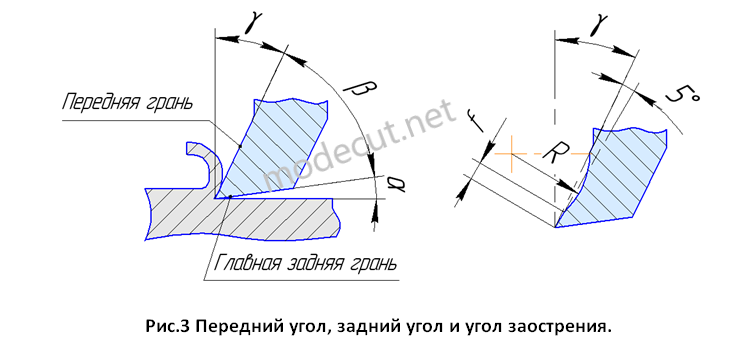
Для улучшения процесса резания форму передней грани резца делают вогнутой (см. рис.3). На проходных резцах радиус вогнутой выемки примерно равен:

на прорезных и отрезных резцах радиус вогнутой выемки равен:

где S – подача на один двойной ход (мм/дв. ход). На резцах, которые используются для обработки стальных заготовок при нанесении радиусной выемки, оставляют фаску под углом 50. Эта фаска проходит вдоль режущей кромки, а её ширина напрямую зависит от рабочей подачи. Если рабочая подача S≤0,2 мм/дв. ход, то ширина фаски f≤0,2мм.