

Программа для определения углов конуса.
Справочник. Производство зубчатых колес. Авторы С.Н.Калашников, Г.И.Коган, А.С.Калашников.
Как быстро установить и выставить деталь на долбёжном станке?
Одним из основных путей сокращения общего времени на изготовление детали является сокращение времени на установку и крепление детали на станке. В этой статье представлены основные методы установки и центрирования деталей на долбёжных станках, которые позволяют значительно сократить операционное время. Следует отметить, что во всех рассматриваемых методах центрирования используются приспособления, которые довольно просто изготовить. Рассмотрим все методы установки и центрирования деталей более детально.
Для установки деталей с небольшим центральным отверстием используют, так называемый центрирующий вал. Центрирующий вал устанавливается по посадке в центральное отверстие стола долбёжного станка (см. рис.1). Затем на стол станка устанавливают подкладки, которые отшлифованы по высоте в один размер. Подкладки обеспечивают зазор между деталью и плоскостью стола, который необходим для свободного выхода резца при долблении. Далее обрабатываемую деталь устанавливают на стол станка, центрируя её положение по посадочной шейке установленного вала (см. рис.1).
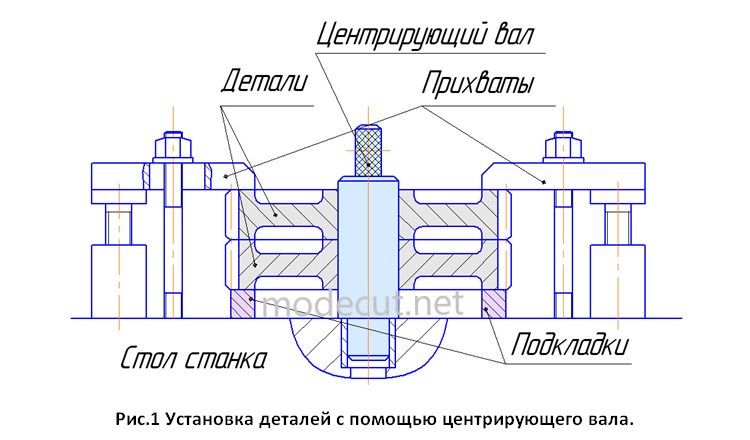
Стоит отметить, что во время долбления посадочное отверстие детали обработано предварительно и не имеет точной посадки. Однако технологически под установку детали на центрирующий вал отверстие обрабатывается с посадкой Н7, при этом припуск под дальнейшую обработку сохраняется. Посадочная шейка центрирующего вала изготавливается по посадке g6. После установки деталь закрепляют прихватами, а центрирующий вал извлекают. Таким способом можно обработать сразу несколько одинаковых деталей, установив, их друг на друга и отцентрировав по шейке вала, как показано на рисунке 1. Также при использовании центрирующего вала отпадает необходимость в выставлении детали индикаторной головкой.
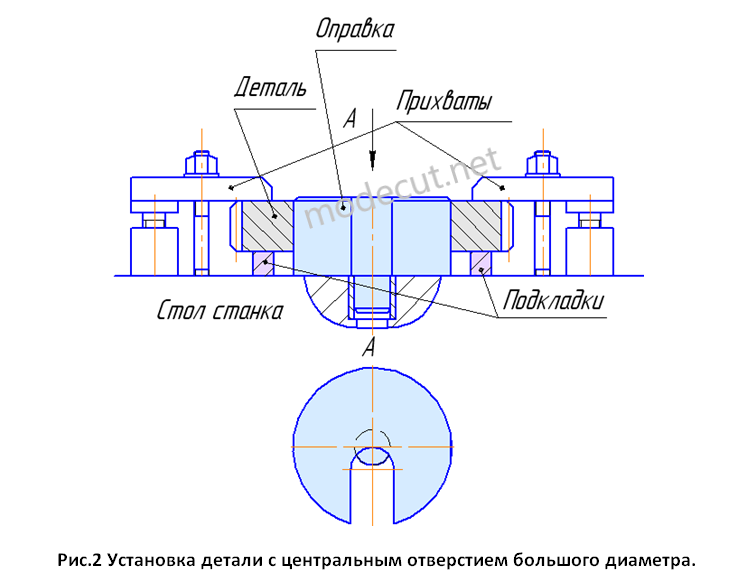
Для установки и выставления деталей с центральным отверстием большого диаметра вместо вала применяется специальная оправка с прорезанным пазом для выхода резца. Эскиз такой оправки показан на рисунке 2. Деталь и здесь устанавливается на шлифованные подкладки для обеспечения выхода резца. Посадочное отверстие и центрирующая шейка оправки также изготовлены с посадками Н7/g6.
Если наружная поверхность обрабатываемой детали изготовлена с высокой степенью точности, то её можно использовать при центрировании. В этом случае технологическая оправка, установленная по посадке в отверстии стола станка, имеет выточку, в которой центрируется деталь. (см. рис.3). Выточка изготавливается с посадкой обеспечивающей минимальный зазор в соединении с деталью. К примеру, если наружная поверхность детали изготовлена с посадкой h7, то выточка в оправке изготавливается с посадкой G6.