

Программа определения параметров фрезы и станка для нарезки зубчатых колес на УДГ.
Книга. Токарь-расточник. автор В.К.Смирнов
Как фрезеровать зубчатые муфты с прямыми зубьями?
(нечетное число зубьев)
На рисунке 1 изображена зубчатая муфта с нечетным количеством зубьев. В данном случае число зубьев 3. Такие муфты еще называют кулачковыми, и они часто используются в машиностроении.
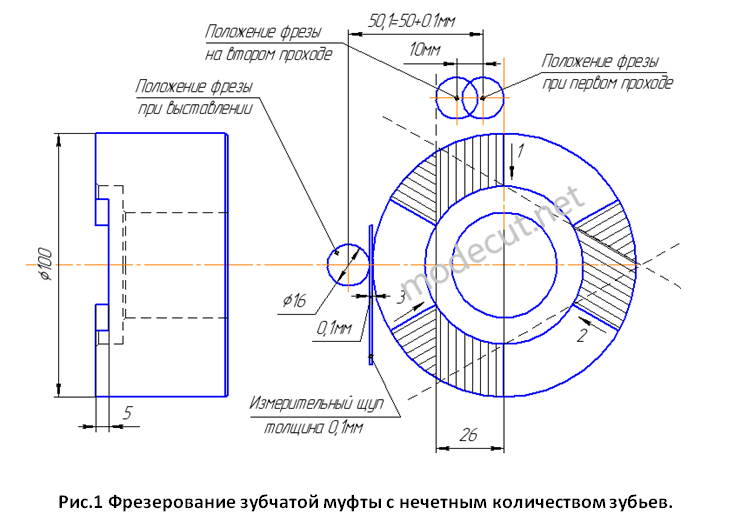
На рисунке 1, также показан порядок фрезерования таких муфт. В данном случае фрезерование производиться на вертикально-фрезерном станке концевой фрезой диаметром 16мм. Хотя обработку таких муфт можно выполнить и дисковыми фрезами. Деталь устанавливается на поворотный стол и выставляется по центру. Далее выставляем положение фрезы относительно заготовки. Вместо фрезы в цангу устанавливаем калиброванную оправку диаметром 16мм и подводим к боковой поверхности детали, так чтобы расстояние от края оправки до детали примерно должно быть около 0,1мм. Получившийся зазор контролируем с помощью щупа толщиной 0,1мм. Щуп должно немного закусывать. Далее вместо оправки устанавливаем фрезу и перемещаем её на расстояние 50,1мм (в данном случае) в положение показанном на эскизе. В этом положений боковая кромка фрезы совпадает с центром детали и поворотного стола. Фрезерование одного паза выполняется в два прохода, так как ширина паза равна 26мм.
Направление продольной подачи станка на каждом зубе показаны стрелками. Выполнив первый проход, смещаем фрезу на 10мм для того чтобы получить размер 26мм. После фрезерования первого паза перемещаем фрезу в начальное положение. Поворачиваем заготовку на 120 градусов и фрезеруем в два прохода второй паз, а затем с поворотом стола и третий. Таким способом фрезеруются все кулачковые муфты с нечётным количеством зубьев.