

Программа для определения углов конуса.
Справочник. Производство зубчатых колес. Авторы С.Н.Калашников, Г.И.Коган, А.С.Калашников.
Как выставить поворотный стол на фрезерном станке?
Помимо перемещения детали на фрезерном станке в трех основных направлениях (продольное (ось Х), поперечное (ось Y) и вертикальное (ось Z)), поворотный стол обеспечивает её вращение в горизонтальной плоскости, а некоторые модели даже и в вертикальной плоскости. Однако для правильного использования поворотного стола его необходимо выставить относительно шпинделя станка.
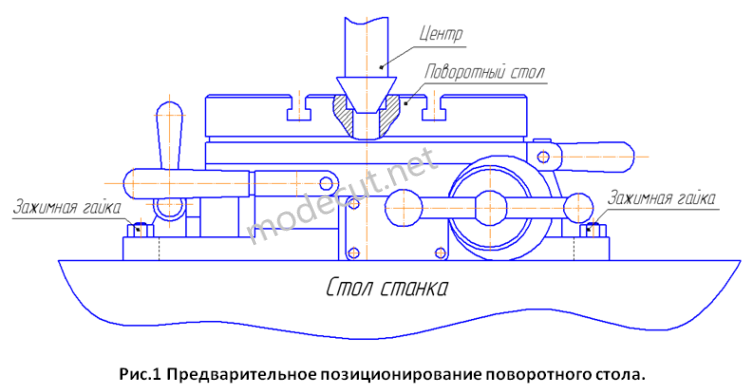
Для предварительного позиционирования поворотного стола на столе фрезерного станка используем обычный центр. Устанавливаем поворотный стол на стол станка, так чтобы два паза на поворотном столе совпали с центральным пазом стола фрезерного станка. Крепим поворотный стол к столу станка с помощью станочных шпилек, Т-образных и зажимных гаек. Устанавливаем в шпиндель станка центр. Затем перемещая вручную стол станка в продольном (ось Х) и поперечном направлении (ось Y), заводим центр в центральное отверстие поворотного стола (см. рис.1).
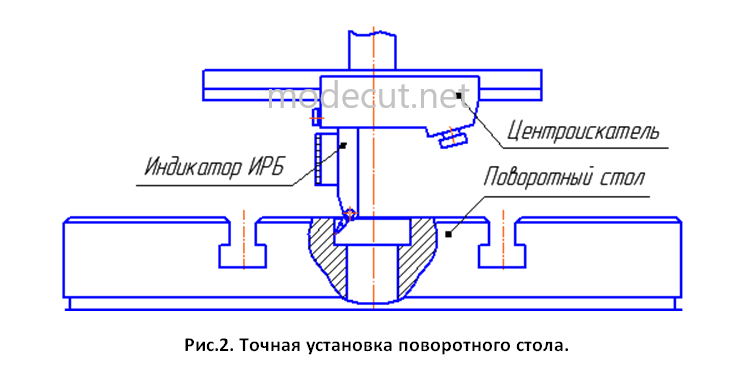
Для более точной установки стола на станке используем рычажный индикатор ИРБ. Благодаря малым габаритам и поворотному измерительному рычагу этот прибор очень удобно использовать в труднодоступных местах. Закрепляем индикатор ИРБ в центроискателе или специальной оправке. Затем устанавливаем центроискатель (или оправку) в шпиндель станка. Регулируем положение индикатора ИРБ, так чтобы его измерительный рычаг коснулся центрального отверстия поворотного стола с небольшим натягом (см. рис.2).
После этого устанавливаем шкалу индикатора на ноль и выставляем положение поворотного стола в продольном направлении (ось Х). Для этого поворачиваем шпиндель станка на 1800 градусов и при необходимости перемещаем вручную стол станка в продольном направлении (ось Х) до тех пор, пока фактические значения в двух точках (А и B) не будут одинаковы.
Например, фактическое значение на индикаторе в точке А равно нулю (см. рис.3). При повороте шпинделя на 1800 индикатор ИРБ в точке B показывает значение +0,07мм. Для достижения точного положения поворотного стола в продольном направлении, передвигаем вручную стол станка в правую сторону по оси Х на 0,035мм. После передвижения по оси Х индикатор покажет в точках A и B одинаковое значение (+0,035мм).