
Паспорт. Комбинированный токарный станок модели 1М95.
Справочник технолога-машиностроителя. 2 тома. Под ред. Косиловой А.Г. и Мещерякова Р.К.
Как выставить поворотный стол на фрезерном станке?
(Страница 2)
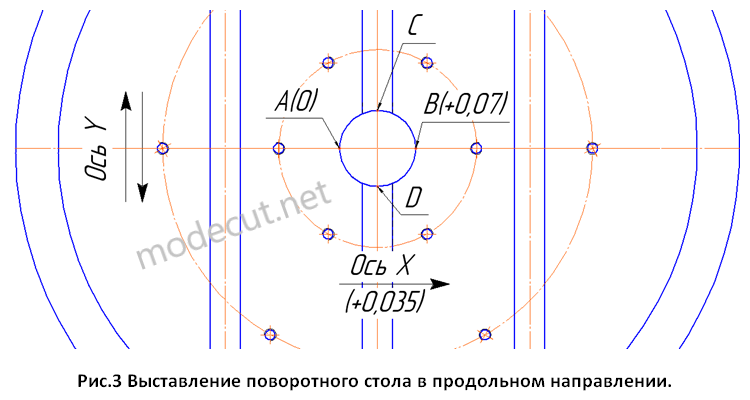
Затем снова устанавливаем на шкале индикаторной головки ноль и поворачиваем шпиндель станка на 900. Выставляем положение поворотного стола в поперечном направлении по оси Y (в точках C и D) аналогичным способом, пока фактическое значение не будет равно нулю во всех четырёх точках.
После определения точного положения центра вращения поворотного стола устанавливаем на лимбах продольной (ось Х) и поперечной осей (Y) нулевое положение и запоминаем значения на линейках расположенных на этих осях. Это нужно для того, чтобы при дальнейшей обработке деталей на поворотном столе его ось вращения была нулевой точкой отсчёта. Если же станок оснащен цифровой индикацией, то просто устанавливаем координаты Х и Y на ноль.