

Программа расчитывающая наладочные параметры делительной головки на любое число делений.
Справочник фрезеровщика. Автор А.Н.Оглоблин.
Как с помощью механического центроискателя совместить ось детали с осью шпинделя станка?
Механический центроискатель оснащенный индикаторной головкой предназначен для позиционирования детали (или приспособления) в положение, при котором её базовая точка будет совпадать с осью шпинделя станка. Кроме того центроискатель применяется при проверке перпендикулярности торца детали относительно оси вращения станка. Благодаря своей простоте центроискатель позволяет быстро установить ось отверстия или наружной поверхности детали соосно с осью вращения шпинделя. Для того чтобы лучше понять принцип работы центроискателя сначала рассмотрим его конструкцию.
На рисунке 1 показан обычный механический центроискатель, который состоит из хвостовика, направляющей планки, корпуса, измерительного щупа и индикаторной головки.
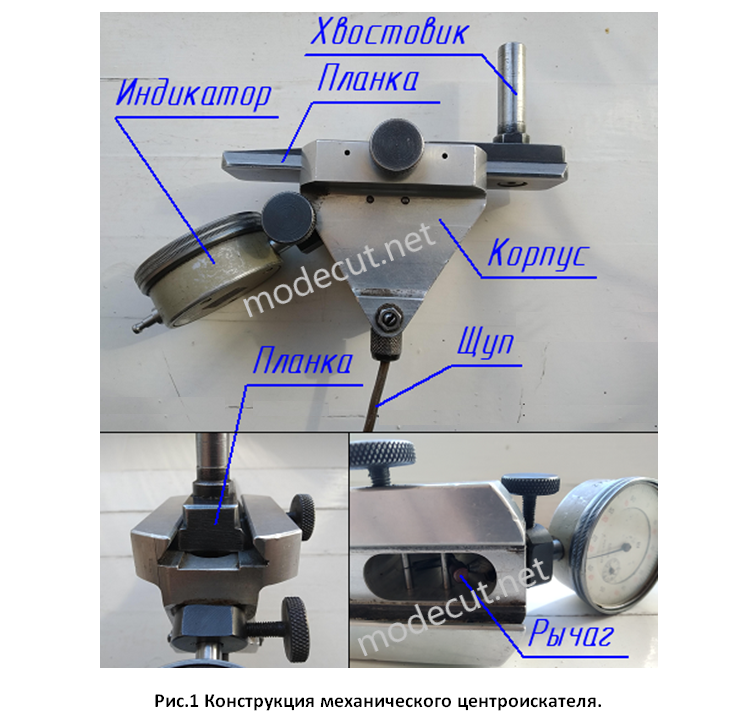
Хвостовик может иметь коническую форму (конус Морзе 2,3,4 либо другой тип конуса) или быть цилиндрическим для крепления центроискателя в цанговом патроне. Направляющая планка имеет форму ласточкина хвоста и жестко закреплена к хвостовику центроискателя. Корпус центроискателя установлен на планке и свободно перемещается по ней. При необходимости положение корпуса фиксируется зажимным винтом. С боковой стороны корпуса с помощью зажимного винта крепиться индикаторная головка. Головка фиксируется в корпусе таким образом, что её наконечник упирается во внутренний подпружиненный рычаг (см. рис.1). В нижней части корпуса установлен измерительный щуп, который напрямую связан с внутренним рычагом. При нажатии на измерительный щуп (нажимается только с одной стороны) он отклоняется, и внутренний рычаг центроискателя давит на наконечник индикатора. При этом на циферблате индикатора отображается величина смещения щупа от его первоначального положения.
Процесс совмещения оси отверстия детали с осью вращения станка выполняется по простой схеме. К примеру, для совмещения оси отверстия детали на координатно-расточном станке необходимо сначала переместить стол станка с закрепленной деталью, таким образом, чтобы центр отверстия детали приблизительно (визуально) совпадал с осью вращения шпинделя. Далее установить центроискатель в шпинделе станка. Затем немного опустить шпиндель и отжав винт, переместить корпус центроискателя вдоль направляющей планки, до касания мерительного щупа и отверстия детали (см. рис.2). Для корректного позиционирования, касание щупа должно быть выполнено с натягом в несколько миллиметров. Величину натяга можно посмотреть по индикаторной головке.