Программа расчета массы заготовки.
Справочник. Производство зубчатых колес. Авторы С.Н.Калашников, Г.И.Коган, А.С.Калашников.
Как настроить микрометрическую расточную головку?
Микрометрическая расточная головка это оправка, позволяющая очень точно установить резец и выполнить чистовое растачивание отверстия на различных расточных станках и обрабатывающих центрах. В современном производстве используется довольно много микрометрических головок, конструктивно отличающихся друг от друга. Однако принцип настройки и работы у всех типов головок схож. Поэтому в данной статье рассмотрим наиболее часто используемые головки.
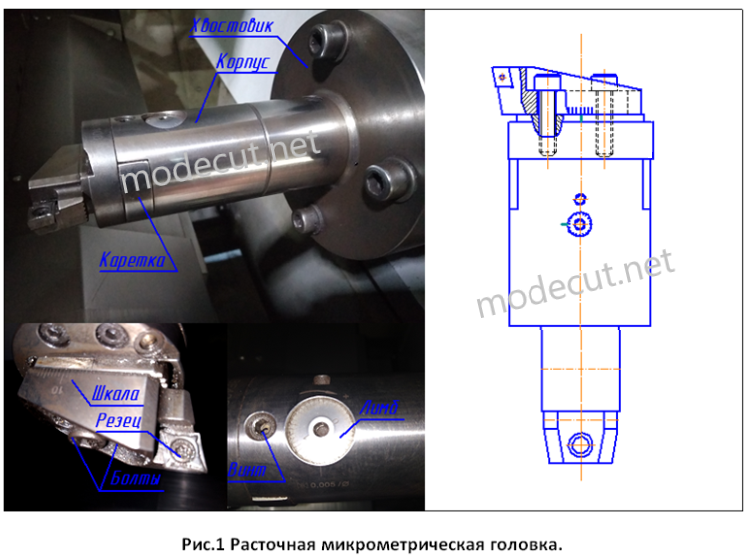
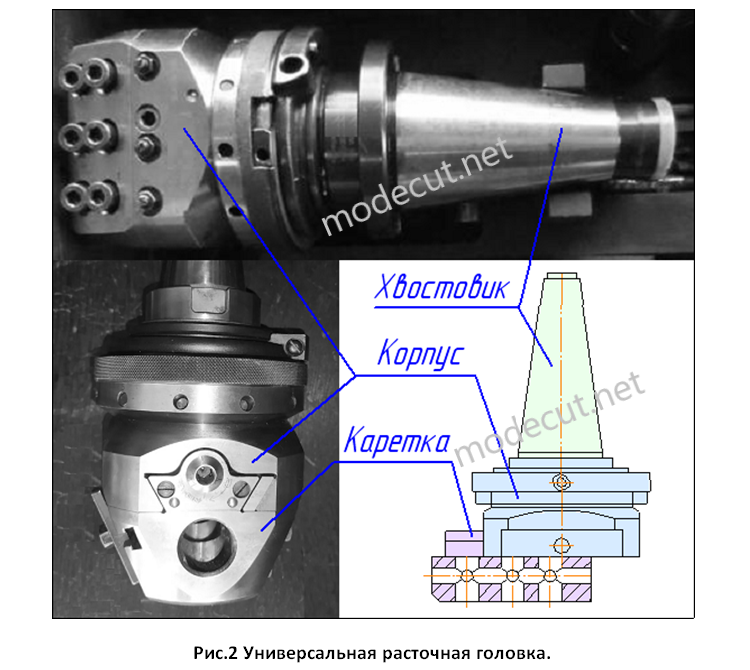
На рисунке 1 изображена типичная конструкция обычной расточной микрометрической головки, которая состоит из хвостовика, корпуса, подвижной каретки и резца. Хвостовик предназначен для крепления головки в шпинделе станка. Внутри корпуса головки находиться микрометрический механизм, который позволяет выдвинуть каретку с закрепленным резцом на точный размер. Как видно по рисунку 1 (справа) корпус головки может отсоединяться от хвостовика. Это преимущество позволяет соединять корпус головки (при необходимости) с другими хвостовиками. Также стоит отметить, что расточную головку такой конструкции можно удлинить, установив между хвостовиком и корпусом переходную вставку (удлинитель).
Настройка расточной головки начинается с предварительной (грубой) установки резца. Для этого отжимают зажимные винты и по миллиметровой шкале (нанесенной на самом резце) перемещают резец относительно каретки головки (см. рис.1). Резец устанавливается на размер немного меньший требуемого размера расточки. Новое положение резца фиксируется болтами. Далее выполняется черновое растачивание отверстия и измерение (с помощью нутромера) его фактического размера. После измерения полученного диаметра отверстия выполняется установка резца на окончательный размер. Для этого сначала на корпусе головки отпускается фиксирующий винт. Затем с помощью ключа вращают микрометрический винт по лимбу в сторону увеличения диаметра (обычно против часовой стрелки). Цена деления микрометрического лимба 0,005мм. При вращении винта каретка головки выдвигается с резцом на нужный размер. Новое положение каретки фиксируется зажимным винтом.