
Паспорт. Универсальный плоскошлифовальный станок модели 3Г71М.
Книга. Фрезерование. Автор В.В.Кувшинский
Как настроить микрометрическую расточную головку?
(Страница 2)
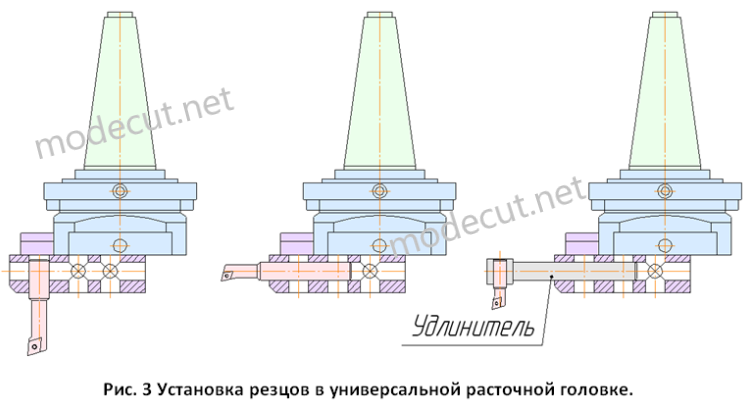
Отдельное внимание стоит уделить универсальным расточным головкам (ГОСТ 22393-77), которые помимо чернового и чистового растачивания, могут выполнять обработку торцевых поверхностей, а также прорезку различных канавок (как в отверстиях, так и на наружных поверхностях). Рассмотрим конструкцию этих головок более детально (см. рис.2). Расточная головка состоит из хвостовика, корпуса и выдвижной каретки. Выдвижная каретка установлена в корпусе головки с помощью соединения “ласточкин хвост”, что позволяет ей свободно перемещаться в радиальном направлении. С боковой стороны и торца выдвижной каретки находятся отверстия, в которые устанавливаются расточные резцы, имеющие цилиндрический хвостовик. Для обработки отверстий большего диаметра в боковое отверстие каретки устанавливается переходная оправка (удлинитель) с закрепленным в ней резцом (см. рис.3).
Установка резца на необходимый растачиваемый размер выполняется радиальным выдвижением каретки с помощью механизмов грубой или точной настройки. Грубая настройка вылета резца выполняется винтом и лимбом увеличенной радиальной подачи, которые расположены с боковой стороны головки (см. рис.4). Лимб увеличенной радиальной подачи имеет цену деления 1мм. Для грубой установки резца (на черновой размер) нужно сначала отжать фиксирующий болт, а затем вращением винта увеличенной подачи выдвинуть каретку с закрепленным резцом. Для крепления каретки в корпусе головки фиксирующий болт зажимается.
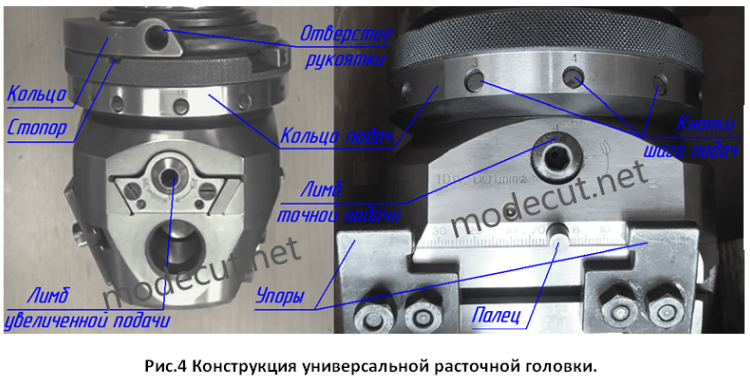
Настройка головки на точный размер выполняется микрометрическим винтом и лимбом точной подачи, которые расположены на лицевой стороне корпуса головки. Лимб точной подачи имеет цену деления 0,01мм. Для установки резца на чистовой размер нужно отжать фиксирующий болт, а затем вращением микрометрического винта выдвинуть каретку с резцом. После выдвижения каретки болт снова зажимается.
Также в корпусе универсальной расточной головки расположен механизм автоматической радиальной подачи каретки, благодаря которому можно выполнить обработку торцевых поверхностей, а также прорезку различных канавок. Для включения радиальной подачи резца достаточно во время вращения головки остановить вращение кольца подач. Это можно сделать вручную, поместив рукоятку в отверстие верхнего кольца (см. рис.4). В таком положении расточная головка вращается, кольцо подач неподвижно, а каретка головки выдвигается в радиальном направлении. Направление радиального движения каретки изображено стрелкой на лицевой стороне корпуса при вращении головки в том же направлении (см. рис.4). При вращении головки в обратном направлении каретка будет двигаться в другую сторону. Установка величины шага движения каретки в зависимости от оборота расточной головки выполняется с помощью кнопок (12 шагов) расположенных на кольце подач.
Движение радиальной подачи каретки осуществляется до того момента, пока один из упоров закрепленных на ней не натолкнется на палец (см. рис.4). При соприкосновении упора и пальца возникает сильная нагрузка, которая отщелкивает стопор, разъединяя верхнее кольцо и кольцо подач головки. При этом кольцо подач начинает вращаться вместе с корпусом головки, а радиальное движение каретки останавливается.