

Программа расчета толщины пластины для изготовления детали с эксцентриситетом.
Паспорт зубофрезерного станка модели 5К328.
Что делать, чтобы при сверлении
не наматывало стружку на сверло?
При сверлении деталей из пластичных материалов (незакалённая сталь, латунь, алюминий и др.) образуется непрерывная сливная стружка, которая завивается в спираль. В процессе сверления такая стружка навиваясь на сверло, оказывает отрицательное влияние на условия резания, усложняя подвод СОЖ в рабочую зону (сбивает трубку подачи СОЖ). Вследствие чего режущие кромки сверла перегреваются и быстрее изнашиваются. Также накрученная сливная стружка делает процесс сверления небезопасным, так как она в любой момент может слететь со сверла и повредить станочника.
Часто чтобы избавиться от непрерывной стружки детали начинают сверлить с периодическим выводом сверла из зоны резания. Однако при сверлении большой партии деталей использование прерывистой подачи приведёт к значительным потерям времени. Избежать появления непрерывной стружки можно и без использования прерывистой подачи. Для этого необходимо выполнить специальную заточку сверла. Рассмотрим несколько основных способов заточки более подробно.
Первый способ. Заточка режущих кромок сверла по передней поверхности. Суть данного способа заключается в том, что на передних поверхностях двух режущих кромок сверла нарезаются радиусные канавки. Сверло, с такой заточенной режущей кромкой, показано на рисунке 1. Нарезанная радиусная канавка при сверлении выполняет функцию стружколома. Похожие радиусные канавки (работают как стружколом) нарезают на токарных резцах.
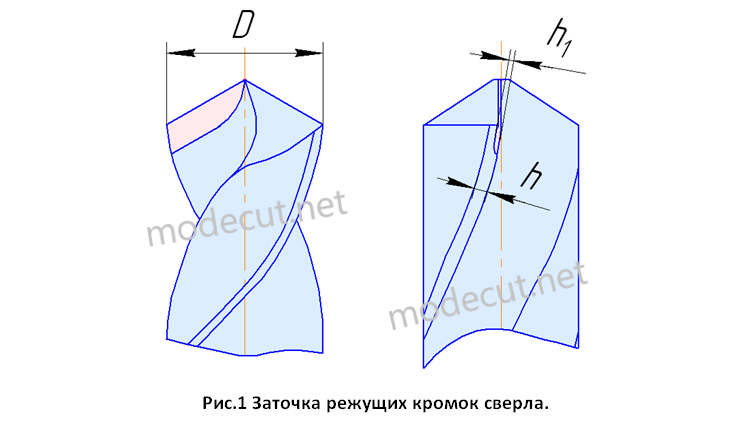
Стоит отметить, что при заточке сверла ширина радиусной канавки h1 не должна быть более 50% ширины ленточки сверла h. Абразивный круг при затачивании режущей кромки должен немного врезаться в перемычку сверла, однако не должен доходить до центра сверла 1,5..2мм. На практике, данный способ заточки показал довольно высокую эффективность.
Второй способ. Заточка режущих кромок спирального сверла с разделительными канавками (способ Е.Я.Есиновича). Суть этого способа заключается в том, что на режущих кромках сверла прорезают специальные канавки, которые предназначены для разделения стружки. Сверло, заточенное таким способом, изображено на рисунке 2.
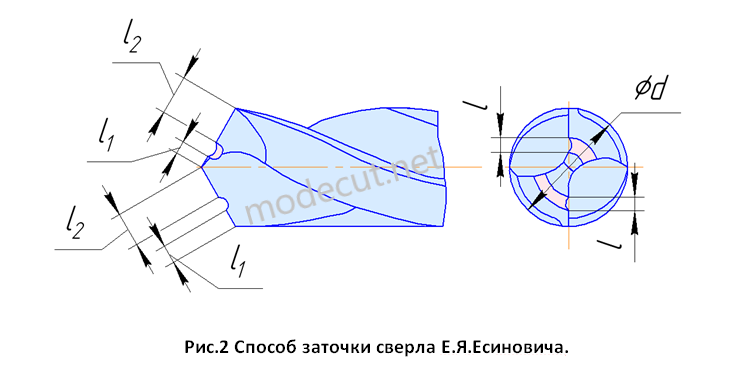
Как, видно из рисунка 2 разделительные канавки прорезаны несимметрично относительно центра сверла. На верхней режущей кромке канавка прорезана на расстоянии L1 от центра сверла, а на нижней режущей кромке канавка находиться уже на расстоянии L2. Ширина режущих канавок, может быть одинакова и в данном случае она равна величине L. В процессе резания режущая кромка сверла с канавкой формирует вместо одной широкой стружки несколько тонких стружек (в данном случае две). Следующая режущая кромка сверла дробит эти тонкие стружки, формируя две новые стружки с линией разрыва уже в другом месте. Данное явление значительно облегчает вывод стружки из обрабатываемого отверстия, тем самым увеличивая производительность сверления.