

Программа для расчета развертки усеченного конуса.
Автор Р.И.Гжиров. Краткий справочник конструктора.
Как просверлить отверстие, если нет сверла нужного диаметра?
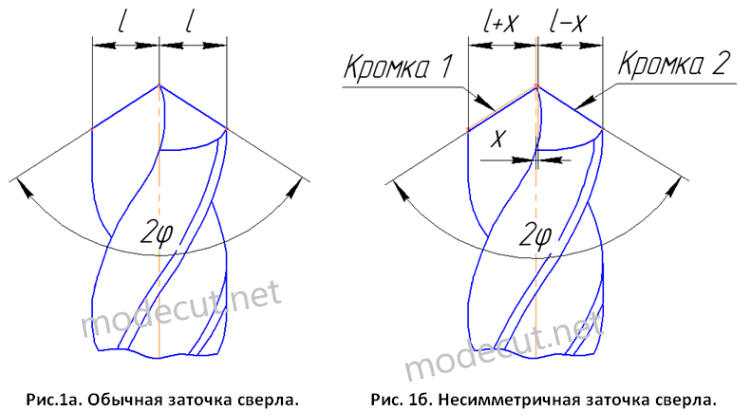
Если необходимо оперативно просверлить отверстие в детали определённым диаметром, а нужного сверла в наличие нет, то можно выполнить эту задачу используя способ несимметричной заточки. Рассмотрим данный способ более подробно. На рисунке 1а изображено спиральное сверло с обычной правильной заточкой. Режущие кромки у сверла симметричны и имеют одинаковую длину. К примеру, пусть есть правильно заточенное сверло диаметром 11мм, а просверлить в детали нужно отверстие диаметром d=12мм. Для того, чтобы меньшим сверлом, просверлить отверстие большего диаметра, необходимо заточить его режущие кромки несимметрично. Для этого мы подтачиваем одну из режущих кромок сверла обычным способом на заточном станке, увеличивая его длину, а вторую режущую кромку не трогаем. На рисунке 1б показано несимметричная заточка сверла. Режущая кромка 1 подточена, вследствие чего точка пересечения двух кромок сместилась относительно оси сверла на величину X.
Длина режущей кромки 1 увеличилась, и стала больше длины режущей кромки 2. Общий угол заточки сверла 2φ остается неизменным.
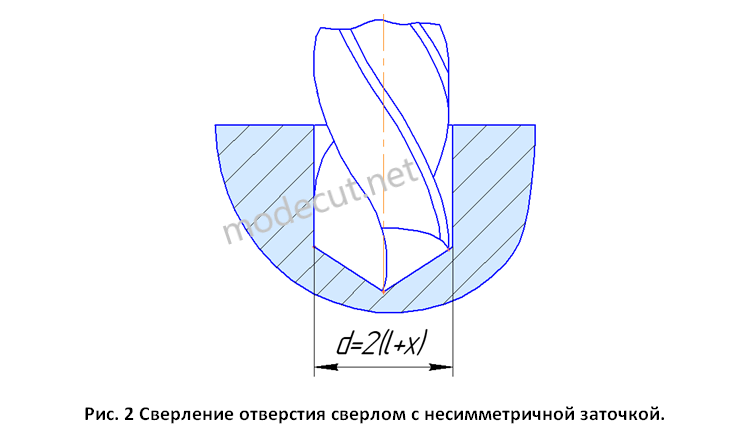
После несимметричной заточки фактический размер отверстия в детали будет формироваться более длинной режущей кромкой (на рисунке 1б это режущая кромка 1). При стандартной заточке сверла диаметр фактического отверстия примерно равен величине d=2l (см. рис.1а). При несимметричной заточки диаметр отверстия примерно будет равен величине d=2(l+x), как показано на рисунке 2.
Для того, чтобы сверлом Ø11мм просверлить отверстие Ø12мм, нужно заточить одну режущую кромку длиннее, сместив центр пересечения режущих кромок на величину X, которая будет равна:

где d=12мм необходимый диаметр сверления, l=11-2=5,5мм – расстояние от центральной оси до края режущей кромки у сверла Ø11мм.
После несимметричной заточки сверла, необходимо выполнить пробное сверление на другой заготовке. Если фактический диаметр на заготовке при пробном сверлении получился больше, чем нужно, то необходимо подточить меньшую режущую кромку 2, уменьшив при этом длину режущей кромки 1. После подточки кромки 2 снова выполняем пробное сверление и замеряем фактический диаметр. Подтачиваем кромки сверла до получения необходимого диаметра.
Несимметричной заточкой режущих кромок сверла можно получать отверстия на 5-10% больше номинального диаметра сверла. Однако, в процессе резания несимметрично заточенное спиральное сверло испытывает неравномерные нагрузки на кромки, вследствие чего возникает интенсивный износ более нагруженной режущей кромки и сверло быстрее выходит из строя. Поэтому сверла, заточенные несимметрично нельзя использовать при изготовлении партии деталей. Использовать этот способ можно только в единичном производстве как, выход из положения для конкретной задачи.