Программа определения межосевого расстояния равноудаленных отверстий от центра детали.
Паспорт станка поперечно-строгального модели 7М37.
Как произвести обработку выточек и торцов, расположенных с обратной стороны детали?
При обработке корпусных деталей на расточных станках часто возникает необходимость через обработанное отверстие произвести расточку выточки или подрезку торца с обратной стороны стенки корпуса. Поставленную задачу можно легко выполнить следующими технологическими способами: обратной цековкой, обратной расточкой с помощью реверсивной оправки или обратной расточкой при помощи оправки с выдвижным резцом. Для большей наглядности рассмотрим существующие способы более детально.
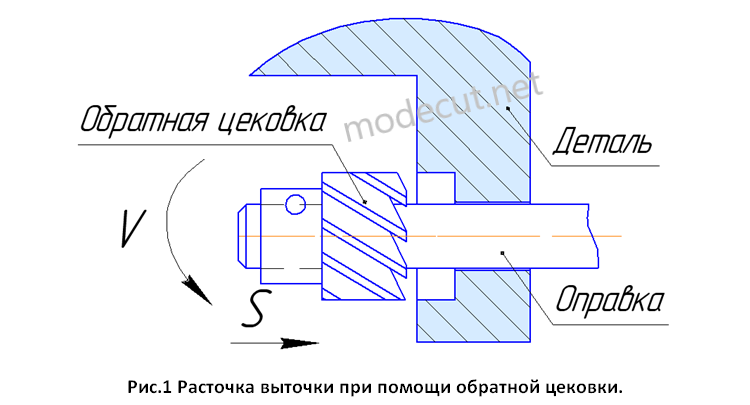
Традиционным способом изготовления выточек и торцов, расположенных с обратной стороны детали является обработка их при помощи обратной цековки (см. рис.4). Обратная цековка представляет собой цилиндрический режущий инструмент, который устанавливается на оправку и фиксируется штифтом. При изготовлении обратной выточки сначала оправку выставляют по оси расточенного отверстия. Затем рабочий конец оправки проводят через отверстие и устанавливают на него насадную обратную цековку, зубья которой направлены к шпинделю станка. Далее включают рабочую подачу, направленную к шпинделю станка, и цековкой прорезают заданную выточку. После изготовления выточки обратную цековку снимают, а оправку выводят из отверстия.
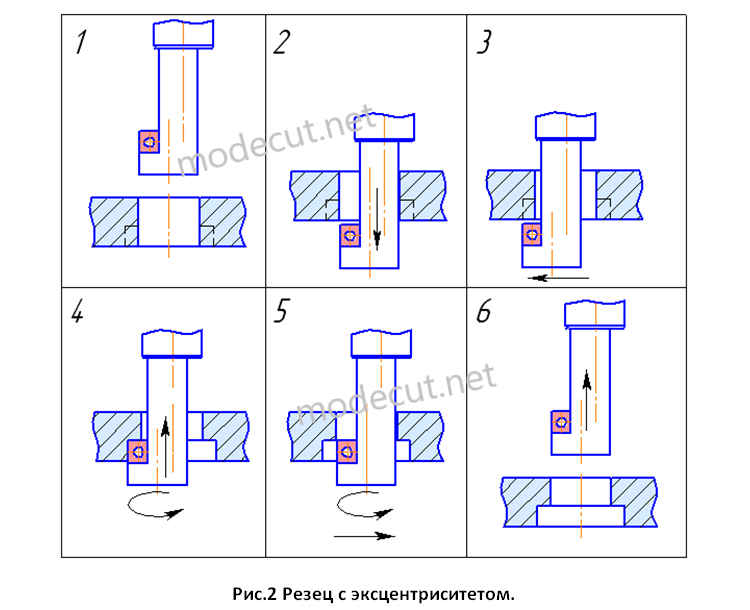
Более прогрессивным способом обработки считается способ растачивания обратных выточек с помощью реверсивной оправки. Реверсивная оправка используется для растачивания обратных выточек в отверстиях небольшого диаметра, а также для обработки зенковок и цековок под головку винтов и болтов (до М48). В отличие от обратных цековок, реверсивные расточные оправки позволяют обработать выточку без необходимости доступа к детали с обратной стороны корпуса. Основная особенность реверсивной оправки заключается в эксцентричном расположении её рабочей части относительно своего хвостовика (см. рис.2). Процесс расточки обратной выточки проходит в определенной последовательности. Сначала оправку, устанавливают, таким образом, чтобы центр её рабочей части совпадал с центром отверстия. Затем оправку заводят в отверстие, так чтобы её режущая часть находилась с обратной стороны детали.
Далее в радиальном направлении смещают шпиндель станка, так чтобы уже центр хвостовика оправки совпадал с осью основного отверстия детали. После этого включают вращение шпинделя и растачивают обратную выточку. После расточки заданной выточки оправку выводят из отверстия, теми же движениями, но в обратном порядке.