

Программа для определения углов конуса.
Книга. Проектирование станочных приспособлений. Автор А.П.Белоусов.
Как произвести обработку выточек и торцов, расположенных с обратной стороны детали? (Страница 3)
Процесс расточки выточек оправкой оснащенной маховиком основан на инерции, возникающей при быстром ускорении шпинделя. Обработка начинается с нахождения центра отверстия и выдвижения оправки в него, так чтобы сложенный резец оказался с обратной стороны детали (см. рис.5). Процесс выдвижения оправки сопровождается вращением шпинделя (против часовой стрелки). После остановки подачи выдвижения шпинделя включается быстрое вращение шпинделя в обратную сторону. При этом маховик, расположенный на оправке по инерции продолжает вращаться в первоначальном направлении и тем самым активирует выдвижение резца из оправки. При дальнейшем вращении оправки маховик останавливается и меняет направление вращения, тем самым удерживая резец в выдвинутом положении. Далее включается рабочая подача, направленная к шпинделю и обратная выточка растачивается.
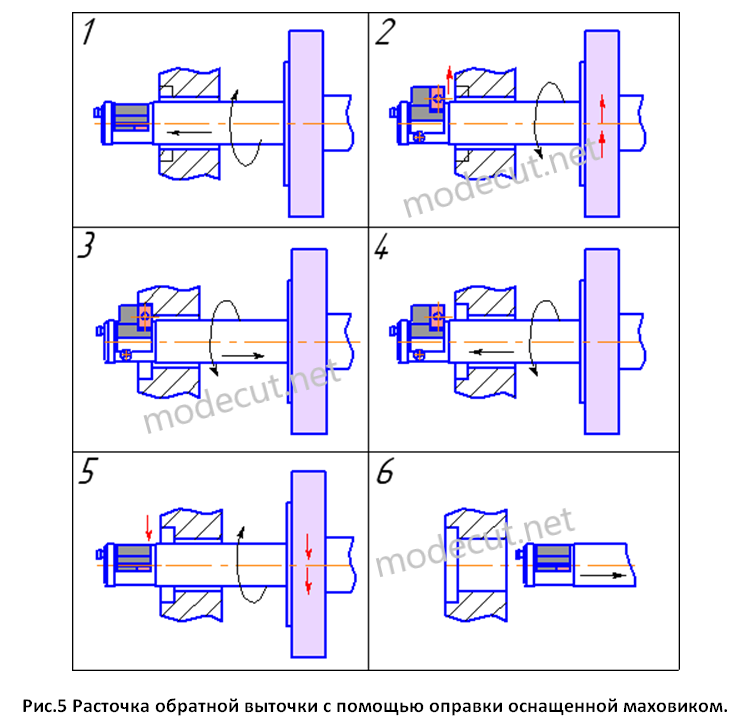
После растачивания выточки направление подачи меняется, и резец выводится из зоны резания. Затем шпиндель станка начинает резко вращаться в противоположную сторону, а маховик под действием инерции складывает резец в теле оправки. После складывания резца оправка выводиться из отверстия.