

Паспорт. Универсальный плоскошлифовальный станок модели 3Г71М.

Книга. Фрезерование. Автор В.В.Кувшинский
Как выполнить соосную расточку отверстий расположенных на двух противоположных стенках корпуса, при невозможности выполнения обработки за одну установку?
(Страница 2)

В горизонтальной плоскости шпиндель с контрольной оправкой подводиться к боковой стенке корпуса (плоскость А) до тех пор, пока между боковой поверхностью детали и контрольной оправкой плотно будет заходить концевая мера, какой либо определенной толщины (S) (см. рис.3). Текущее расстояние от плоскости корпуса А до центра шпинделя рассчитывается по следующей формуле:

где d – диаметр контрольной оправки (мм), S – толщина концевой меры (мм). Расстояние по горизонтали от текущего положения центра шпинделя станка до центра обрабатываемого отверстия корпуса (Ø200) определяем следующим образом:

где 250 мм – текущее расстояние от плоскости А до центра отверстия Ø200 (см. рис.1), X – текущая координата центра шпинделя по горизонтали. Стоит отметить, что в данном случае базовая плоскость А создана специально для определения центров отверстий по горизонтали. Если конструктивно на обрабатываемой детали невозможно получить базовую плоскость А, то эту базу можно создать возле неё. Например, рядом с деталью закрепить и выставить шлифованный брусок.
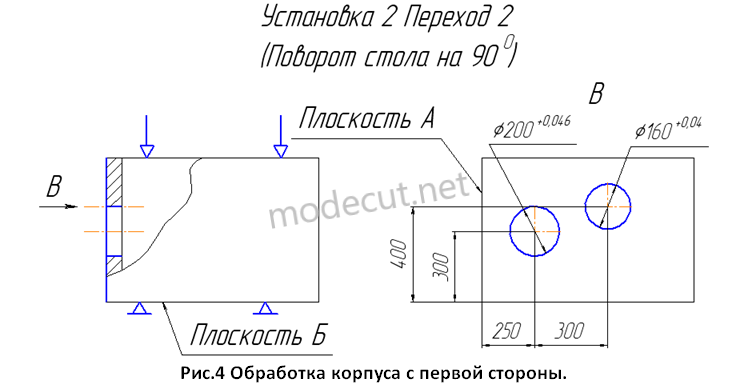
Определив положение шпинделя, фрезеруем по плоскости стенку корпуса, выезжаем по расчетным координатам на центр первого отверстия (Ø200) и производим расточку двух отверстий (см. рис.4) (установка 2 переход 2).
После расточки отверстий с одной стороны корпуса поворачиваем стол на 1800. При необходимости, проверяем точность поворота стола по базовой плоскости А. После поворота текущая координата положения шпинделя по вертикали остается неизменной, а по горизонтали координата сбивается. Опять подводим шпиндель с контрольной оправкой к боковой стенке корпуса (плоскость А) до тех пор, пока между поверхностью детали и контрольной оправкой плотно будет заходить концевая мера, какой либо определенной толщины (S) (см. рис.3) и находим текущую координату по ранее приведенным формулам.

Далее фрезеруем вторую стенку корпуса, выезжаем по расчетным координатам на центр второго отверстия (Ø160) и производим расточку двух отверстий (см. рис.5) (установка 2 переход 3).