

Программа определения параметров фрезы и станка для нарезки зубчатых колес на УДГ.
Книга. Токарь-расточник. автор В.К.Смирнов
Как просверлить отверстие ровно по центру круглой детали?
Для того чтобы просверлить по центру отверстие в круглой детали достаточно после проточки детали нанести резцом технологическую риску вдоль оси её вращения. При отсутствии технологической риски на детали просверлить отверстие ровно по центру можно с помощью несложного приспособления, показанного на рисунке 1. Данное приспособление позволяет быстро выставить и просверлить отверстие по центру в деталях круглой формы с точностью до 0,1мм.
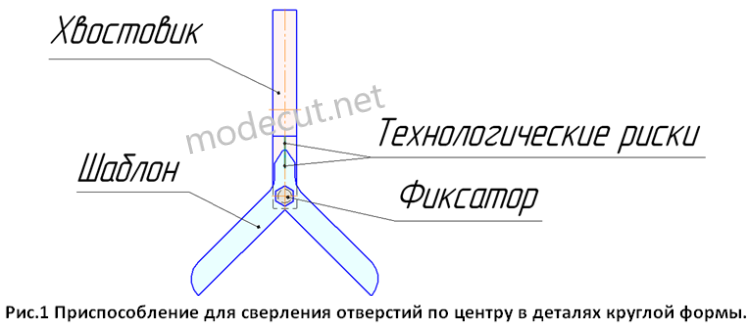
Приспособление состоит из хвостовика и закрепленного на нем шаблона. На одном конце хвостовика есть занижение на плоскости, которого нанесена технологическая риска, нанесенная по центру оси вращения хвостовика. Также на плоскости занижения по центру оси хвостовика просверлено отверстие для установки центрирующего шаблона. Шаблон представляет собой вырезанную на лазере пластину с двумя симметрично расположенными лучами и наконечника, на котором также нанесена технологическая риска, проходящая по центру симметрии шаблона. Угол между лучами в таких приспособлениях обычно равен 900 или 1200. Шаблон устанавливается в занижение хвостовика с помощью фиксатора таким образом, чтобы он свободно поворачивался в разные стороны.
Процесс сверления отверстия по центру круглой детали с помощью данного приспособления выполняется в следующей последовательности. Сначала закрепляем приспособление в патрон сверлильного станка. Затем на стол станка устанавливаем тиски. В тисках закрепляем деталь, в которой нужно просверлить отверстие. Опускаем пиноль сверлильного станка на деталь, таким образом, чтобы лучи шаблона коснулись поверхности детали, как показано на рисунке 2.
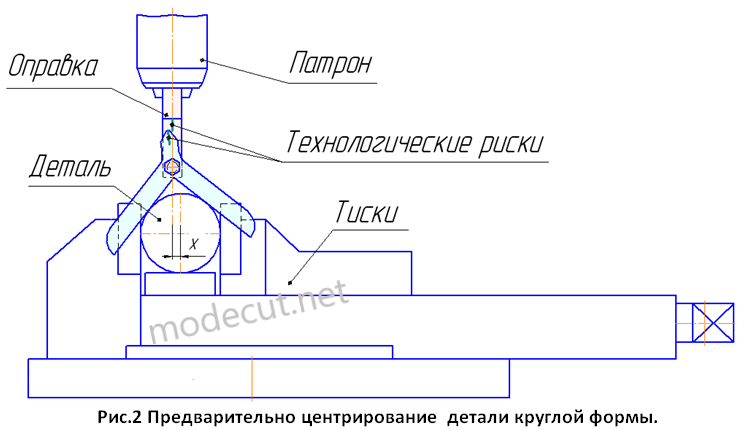
На рисунке 2, видно, что при опускании пиноли ось вращения шпинделя сверлильного станка не совпадает с центром детали на величину Х. При этом нанесенные технологические риски на шаблоне и хвостовике приспособления также не совпадают. Для того, чтобы отцентрировать деталь сдвигаем вручную тиски до тех пор, пока технологические риски на приспособлении не совпадут между собой, как показано на рисунке 3.
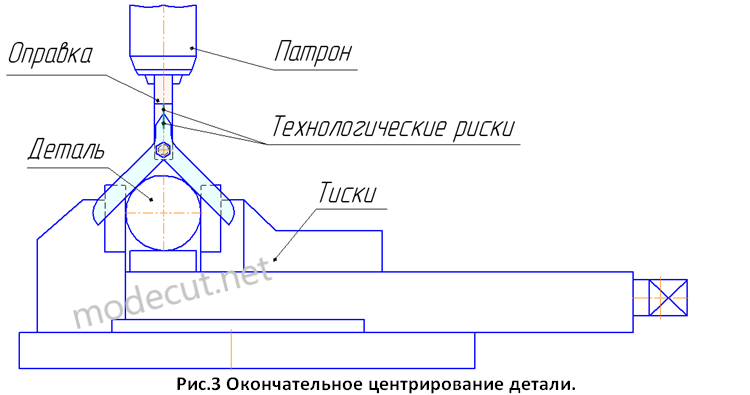
В этом положении ось вращения шпинделя совпадает с центром детали. Выставив деталь в нужном положении, закрепляем тиски к столу сверлильного станка. После установки тисков снова проверяем положение детали, чтобы убедиться, что при зажиме тиски не были сдвинуты. Убедившись, что всё выставлено ровно достаём центрирующее приспособление из патрона и сверлим отверстие в детали сначала центровочным сверлом, а затем и обычным спиральным сверлом.