
Паспорт. Комбинированный токарный станок модели 1М95.
Справочник технолога-машиностроителя. 2 тома. Под ред. Косиловой А.Г. и Мещерякова Р.К.
Как на горизонтально-расточном станке совместить центр стола с осью шпинделя?
В некоторых случаях при выполнении работ на горизонтально-расточном станке требуется, чтобы ось шпинделя станка находилась в одной плоскости с осью поворотного стола. Например, при обработке различных отверстий расположенных под разными углами на наружной поверхности детали, имеющей форму диска. В данном случае деталь будет находиться по центру стола, а обработка отверстий будет проходить с поворотами стола станка (единичное деление). В современных расточных станках совмещение осей шпинделя и стола задается специальной командой (М32). Однако в условиях длительной эксплуатации текущие координаты совмещения осей сбиваются и заново приходиться вручную совмещать оси и вносить новые координаты в программное управление станка. Рассмотрим методы совмещения центра шпинделя и поворотного стола более детально.
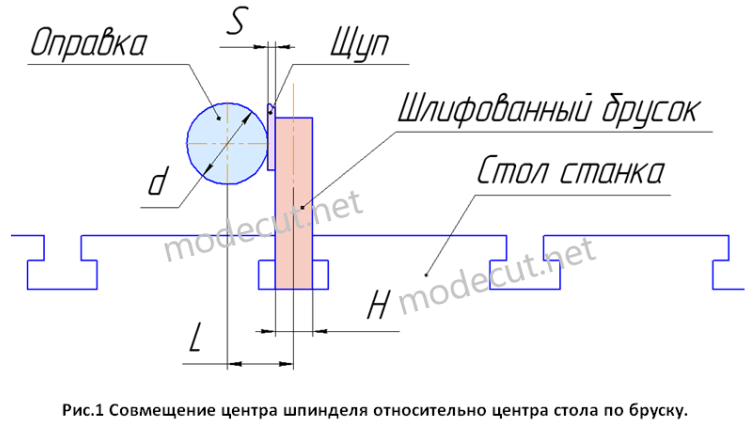
Для менее точного совмещения осей шпинделя и поворотного стола достаточно использовать контрольную оправку, набор мерительных щупов и шлифованный брусок, который по толщине на несколько сотых миллиметра меньше ширины центрального паза стола. Устанавливаем контрольную оправку в шпиндель станка, а брусок в центральный паз стола. Далее медленно подводим стол станка к оправке, до тех пор, пока между ними не будет плотно заходить один из щупов (см. рис.1). Причем мерительный щуп немного большей толщины в образованный зазор заходить не должен. Затем определяем текущее расстояние от центра стола до оси вращения шпинделя по следующей формуле:

где d – диаметр контрольной оправки (мм), S – толщина мерительного щупа (мм), H – толщина бруска (мм). После проведения расчетов достаем из паза брусок и смещаем стол в сторону шпинделя на полученное расстояние. Теперь оси шпинделя и поворотного стола без учета небольшой погрешности находятся в одной плоскости.
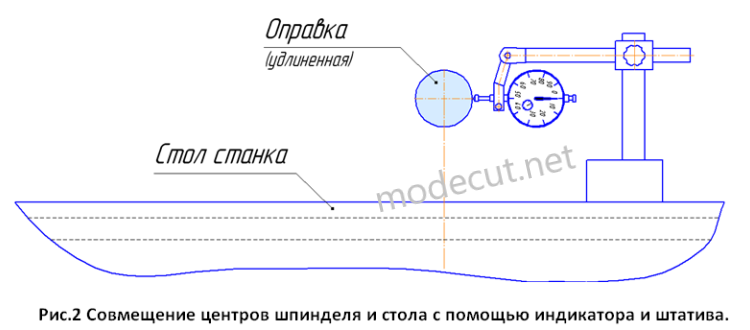
Для более точного совмещения осей шпинделя и стола станка используем удлиненную контрольную оправку, индикаторную головку и магнитный штатив. Устанавливаем в шпиндель станка удлиненную оправку, а стол поворачиваем на 900.