

Программа для определения параметров разных резьб.
Альбом. Металлорежущие станки. Авторы А.М.Кучер М.М.Киватицкий А.А.Покровский
Как правильно заточить спиральное сверло?
В процессе продолжительного сверления режущие кромки спирального сверла постепенно притупляются и эффективность процесса резания значительно снижается. Чтобы восстановить остроту режущих кромок нужно произвести заточку, которая выполняется по задним поверхностям сверла. Для получения правильной заточки сверла необходимо выполнить ряд обязательных условий.
1. Задние поверхности сверла не должны касаться детали. Сверло будет резать правильно, если с поверхностью детали будут соприкасаться только поперечная кромка (перемычка) и режущие кромки сверла. Задняя поверхность сверла, несмотря на свою криволинейную форму касаться поверхности детали не должна. Для обеспечения заданного условия обе задние поверхности сверла должны быть заточены под углом α=7…100 относительно своих режущих кромок (см. рис.1).
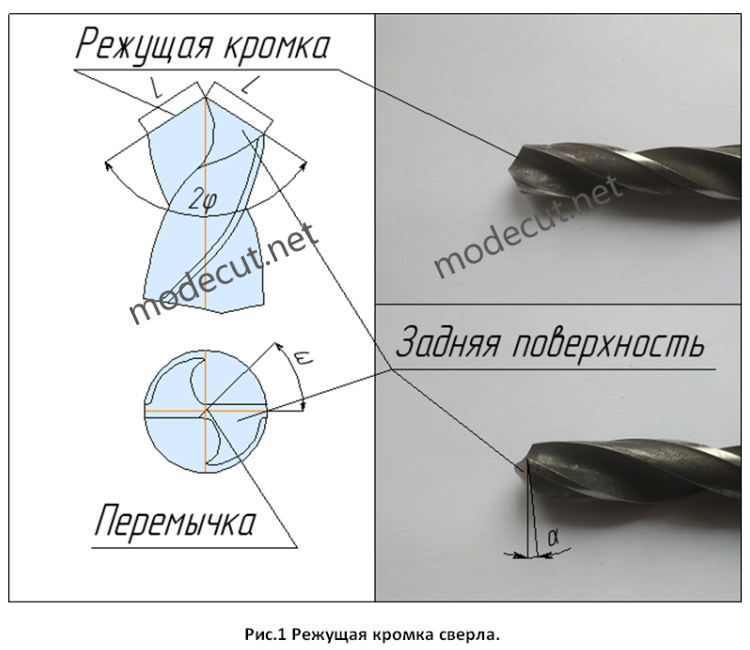
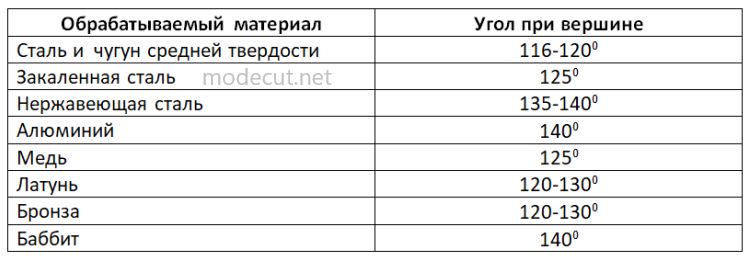
2. Выбор угла при вершине сверла и его симметричность. Основным геометрическим параметром режущей кромки спирального сверла является угол при вершине сверла (2φ), который образован углами двух режущих кромок (см. рис.1). Углы режущих кромок должны быть одинаковы. В случае разности углов режущих кромок середина поперечного лезвия не совпадает с осью сверла и сверло в процесс резания имеет неравномерную нагрузку на режущих кромках. Для сверления стальных и чугунных деталей угол при вершине сверла должен быть в пределах 116-1200. Чтобы обеспечить наилучшие условия резания при сверлении деталей из других материалов величину угла можно менять. В приведенной ниже таблице показаны рекомендуемые значения угла при вершине в зависимости от марки материала.
3. Одинаковая длина режущих кромок. Вне зависимости величины угла режущих кромок вершина сверла должна быть расположена на ее оси вращения, а боковые режущие кромки должны иметь одинаковую длину (см. рис.1). В случае неравных длин режущих кромок ось сверла не совпадает с серединой поперечной кромки. Такой дефект приводит к неправильному нагружению режущих кромок, вследствие чего диаметр просверленного отверстия будет больше диаметра сверла. Поперечная кромка сверла (перемычка) формируется в зависимости от углов и длин режущих кромок. Поэтому её расположение и угол наклона w=550 служат для контроля правильности заточки сверла.
Во время заточки спиральное сверло удерживается двумя руками. Первая рука расположена на подручнике заточного станка и удерживает сверло за направляющую часть. Вторая рука удерживает его за хвостовик. Сверло подводиться к абразивному кругу под углом φ (половина угла при вершине), таким образом, чтобы его режущая кромка была параллельна периферии круга (см. рис.2). При этом в вертикальной плоскости режущая кромка сверла должна быть расположена горизонтально (см. рис.2). В таком положении при касании радиус круга уже будет сформировывать на задней поверхности необходимый наклон α=7…100.