

Программа для определения параметров разных резьб.
Альбом. Металлорежущие станки. Авторы А.М.Кучер М.М.Киватицкий А.А.Покровский
Зенкерование и развертывание отверстий. Как выбрать припуски под зенкерование и развертывание?
Обработка точных отверстий небольших диаметров в единичном, мелкосерийном и серийном производстве выполняется в следующей последовательности: сверление, рассверливание (при необходимости), зенкерование и развертывание. Если сверление и рассверливание являются процессами формирования отверстия в сплошном материале, то процессы зенкерования и развертывания предназначены для достижения высокой точности и качества обрабатываемого отверстия. Рассмотрим зенкерование и развертывание отверстий более подробно.
Зенкерование. Процесс зенкерования используется для повышения точности обрабатываемых отверстий и снижения шероховатости их поверхностей после сверления. Зенкерование выполняют режущим инструментом, называемым зенкером. Зенкеры изготовляют следующих типов: цельные с коническим хвостовиком (рис.1а), хвостовые с напаянными пластинками из твердого сплава, насадные с напаянными пластинками из твердого сплава (рис.1б) или со вставными ножами (рис. 1в).
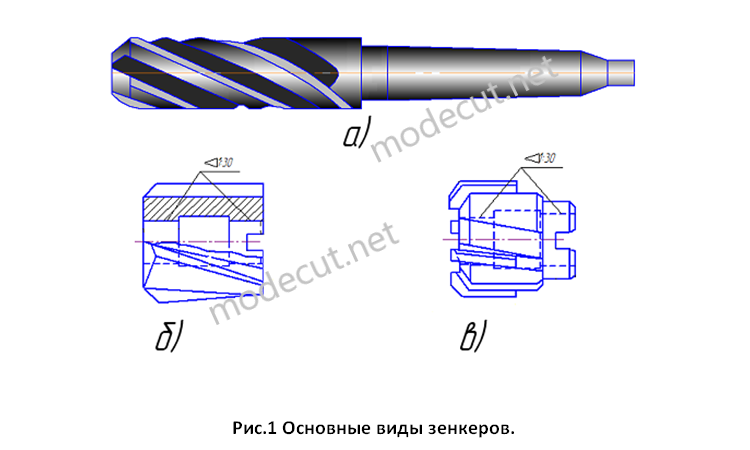
Зенкеры более прочны, чем сверла, и, имеют три или четыре режущих кромки вместо двух, как у обычного сверла. Благодаря большему количеству режущих кромок, усилия резания распределяются равномерно, чем при сверлении, что позволяет обработать отверстие с более высокой точностью. В основном зенкерование является предварительной операцией под последующее развертывание или протягивание. Однако при обработке отверстий по 10…12 квалитету зенкерование может быть и окончательной операцией, при этом шероховатость отверстия может достигать Ra3,2. Рекомендуемые припуски под последующее зенкерование в зависимости от диаметра обрабатываемого отверстия приведены в таблице.

Развертывание. Развертывание является окончательным и чистовым процессом обработки точных отверстий, который выполняют после сверления и зенкерования. Точность обработанного отверстия достигает 6-9 квалитета, а шероховатость поверхности колеблется в пределах от Ra 0,63 и до Ra 1,25. Развертывание выполняется специальным инструментом, так называемой разверткой. Развертка представляет собой многолезвийный инструмент число зубьев, которого варьируется в пределах от 4 и до 20. Конструктивно развертки делятся по следующим признакам:
1.По способу использования (ручные и машинные);
2.По способу фиксации (цельные и насадные);
3.По направлению зубьев (прямозубые и винтовые);
4.По форме (цилиндрические и конические);
5. По заданному размеру (регулируемые и нерегулируемые).