
Паспорт. Комбинированный токарный станок модели 1М95.
Справочник технолога-машиностроителя. 2 тома. Под ред. Косиловой А.Г. и Мещерякова Р.К.
Как шлифовать наружную резьбу на резьбошлифовальном станке? (Страница 2)
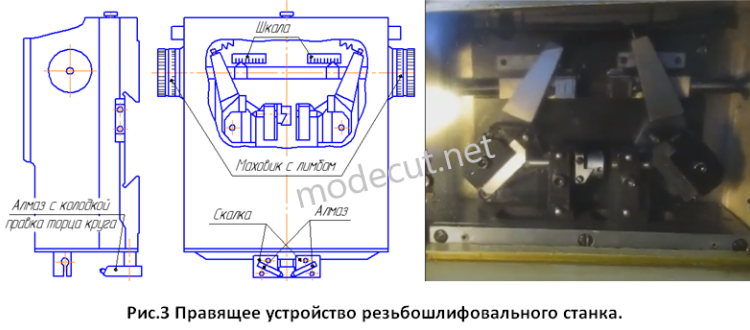
Настройка правки круга. Правка шлифовального круга выполняется с помощью специального правящего устройства. Данное устройство позволяет править шлифовальные круги с углом наклона боковой стороны профиля от 30 и до 300 и с длиной бокового профиля до 20мм. Боковые поверхности круга правятся двумя алмазами, закрепленными на скалке. Установка алмазов на величину угла наклона боковой стороны осуществляется с помощью шкал и маховиков с лимбами (см. рис.3). К примеру, для шлифования метрической резьбы с углом профиля 600, боковые алмазы устанавливают под углом 300, равным половине угла профиля резьбы. Длину перемещения алмазов и величину подачи на глубину устанавливают по лимбам расположенным на механизме подачи правящего устройства. Для правки периферии круга на правящем устройстве установлена колодка с алмазом. Стоит отметить, что при правке кругов алмазы должны иметь свободный выход в начале и в конце своего хода.
Настройка на нужный шаг шлифуемой резьбы производится установкой сменных зубчатых колес в гитару станка. При обработке многозаходных резьб подбор сменных зубчатых колес производиться не по шагу, а в зависимости от хода резьбы. Определение необходимого передаточного отношения для установки зубчатых колес производиться в зависимости от типа резьбы по следующим формулам:
- для метрической резьбы
- для метрической резьбы

- для метрической резьбы с увеличенным звеном в 4 раза

- для дюймовой резьбы

- для дюймовой резьбы с увеличенным звеном в 4 раза

- для модульной резьбы

- для модульной резьбы с увеличенным звеном в 4 раза

где K – постоянная величина цепи станка (для станка 5К821 K=8, для станка 5К822 K=6), S – шаг шлифуемой резьбы (ход для многозаходных резьб) (мм), N – число ниток на дюйм, m – модуль шлифуемой резьбы, a, с – число зубьев ведущих сменных шестерен, b,d – числа зубьев ведомых сменных колес. Кинематическая цепь станка оснащена увеличенным звеном (в 4 раза) и при использовании этого звена, в формулы добавляется его передаточное отношение iув =1/4.
При шлифовании левых резьб и червяков в гитару добавляется паразитная шестерня “e” для смены направления вращения выходного вала (см. рис.4).