

Программа определения межосевого расстояния равноудаленных отверстий от центра детали.
Книга. Фрезерование. Автор В.В.Кувшинский
Как правильно отрегулировать червячную передачу?
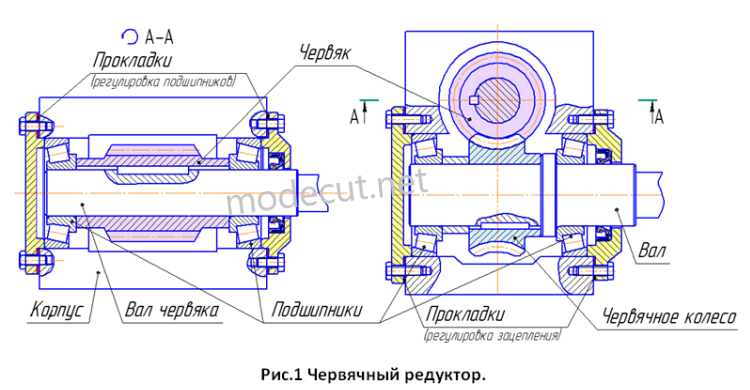
Качество сборки любого червячного редуктора напрямую влияет на его долговечность. Во время сборки важно достичь правильного зацепления червячной передачи, при котором центр червячного колеса должен находиться в одной плоскости с осью червяка. При наличии, какого либо смещения происходит преждевременный износ червячного колеса, который сопровождается дополнительным нагревом и повышенным уровнем шума передачи. Достижение необходимого зацепления передачи выполняется точной регулировкой положения червячного колеса. В качестве примера рассмотрим процесс регулировки зацепления одноступенчатого червячного редуктора, показанного на рисунке 1.
Важно перед сборкой червячного редуктора выполнить ряд контрольных измерений. А именно, проверить межцентровые расстояния посадочных отверстий корпуса редуктора, а также контролировать угол пересечения (900) их осей. Убедиться в том, что угол наклона зубьев червячного колеса равен углу подъёма винтовой линии червяка, а также обязательно проверить следующие геометрические параметры: высоту витка червяка, высоту зуба червячного колеса и делительную толщину витка червяка по хорде.
Обычно контроль фактических размеров корпуса проводят на контрольно-измерительных машинах или высокоточных станках. Для визуальной проверки совпадения углов подъёма винтовой линии и наклона зубьев достаточно перед сборкой на червячное колесо установить червяк и убедиться, в том, что оси данных деталей расположены перпендикулярно. В случае отсутствия видимой перпендикулярности осей дальнейшая сборка такой передачи невозможна. Остальные контролируемые параметры совместно с межосевым расстоянием передачи определяют фактическую величину бокового зазора в зацеплении.
Начинается сборка червячного редуктора с установки на вал, червячного колеса, втулки и подшипников (см. рис.1). Далее с помощью штангенциркуля вал с червячным колесом устанавливается в корпус редуктора, таким образом, чтобы центр червяного колеса приблизительно находился в одной плоскости с осью посадочных отверстий предназначенных для установки вала червяка. Затем в корпус редуктора устанавливается вал с червяком и подшипниками. Окончательное положение червяка в корпусе фиксируется с помощью боковых крышек и регулировочных прокладок. При этом подбором прокладок по толщине регулируются минимальные зазоры в подшипниках. Собранный вал с червяком должен свободно вращаться от руки. Далее с помощью боковых крышек фиксируем предварительное расположение червячного колеса в корпусе, а на рабочие витки червяка наносим тонкий слой краски (берлинская лазурь “синька”). После нанесения краски, вручную проворачиваем червяк для получения пятна контакта на червячном колесе.
Правильное пятно контакта на червячном колесе должно равномерно располагаться по высоте зуба, а также находиться ближе к выходу червяка из зацепления при этом, немного не доходя до края колеса (см.рис.2). При проверке зацепления без приложения нагрузки пятно контакта должно занимать примерно 40-50% рабочей поверхности зуба по его длине. При полной нагрузке пятно контакта увеличивается и уже достигает примерно 75-90%.