

Программа для определения параметров разных резьб.
Альбом. Металлорежущие станки. Авторы А.М.Кучер М.М.Киватицкий А.А.Покровский
Как отрегулировать зацепление конических шестерен?
Качество сборки конических передач напрямую зависит от правильности регулировки зубчатого зацепления. Сам процесс регулировки зацепления выполняется непосредственно во время сборки конической пары путем перемещения её зубчатых колес вдоль собственных осей. Правильность зацепления определяется боковым зазором и пятном контакта зубчатой передачи. Для наглядности рассмотрим процесс регулировки конической пары на примере и определим требуемое пятно контакта и оптимальную величину бокового зазора. На рисунке 1 показан конический одноступенчатый редуктор.
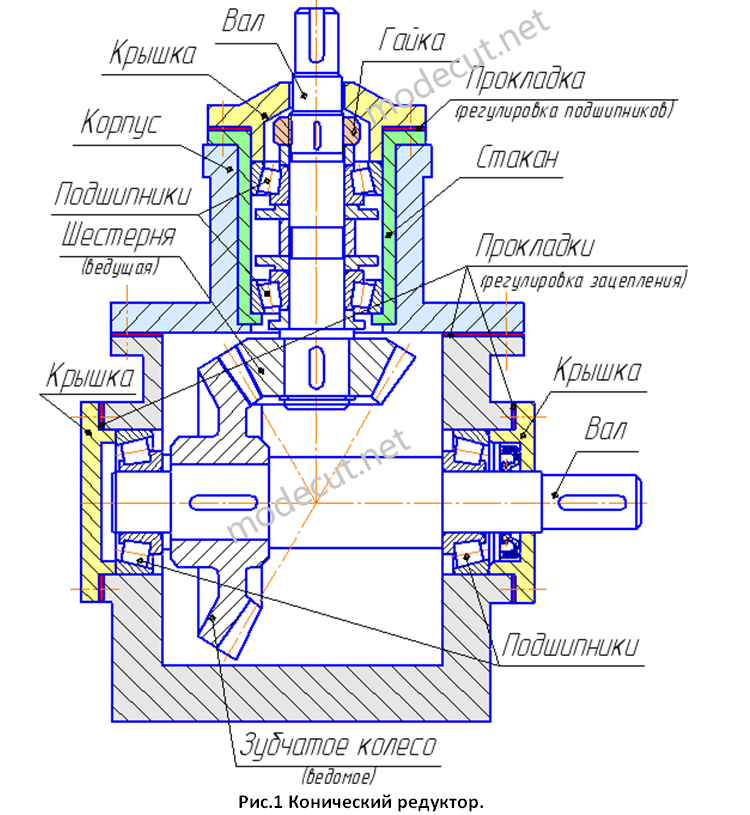
Как видно из рисунка 1, на вертикальном валу установлена ведущая шестерня, которая находится в зацеплении с ведомым зубчатым колесом, закрепленным на горизонтальном валу. Сборка этого редуктора начинается с установки стакана в корпус (зеленого цвета). Затем на вертикальный вал устанавливаются кольца, втулки и внутренние обоймы с сепараторами подшипников, а в стакан корпуса помещается наружная обойма первого подшипника. Собранный вертикальный вал заводиться в стакан, а с помощью гайки на валу регулируется зазор на нижнем радиально-упорном подшипнике. Далее в стакан устанавливается наружная обойма второго подшипника и регулируется зазор с помощью подбора толщины прокладки расположенной между крышкой и стаканом. При малой толщине прокладки (из-за отсутствия зазора) вал зажимается и перестает вращаться от руки. При большой толщине прокладки зазоры в подшипнике также большие, что приводит к возникновению радиального биения на валу.
Для нахождения точной величины зазора и толщины прокладки нужно на один конец собранного вала поставить индикатор, а на другом конце вручную прилагать радиальные усилия. Стрелка индикатора будет показывать фактическую величину зазора. Радиальный зазор должен быть в пределах 0,015-0,02мм. После монтажа вертикального вала в корпус, устанавливаем на него ведущую шестерню. Ведомый (горизонтальный) вал заводим во вторую половину корпуса при этом, устанавливая на него зубчатое колесо и подшипники.
После монтажа валов, собираем две половинки корпуса вместе. Зубчатое зацепление будет регулироваться с помощью прокладки расположенной между половинами корпуса, а также регулировочными прокладками, которые находятся между крышками и корпусом горизонтального вала. Собрав две половины корпуса вместе, на зубья ведущей шестерни наносим тонким слоем краску и, вращая ведущий вал, проверяем пятно контакта зубчатого зацепления.
Правильное пятно контакта изображено на рисунке 2. Это пятно должно находиться по высоте на середине зуба и занимать примерно 2/3 длины зуба. После проверки пятна контакта проверяют величину бокового зазора. Обычно величина бокового зазора указывается на сборочном чертеже. Для конических колес средней точности величина зазора обычно колеблется в пределах 0,08-0,25мм. Определяют боковой зазор с помощью индикаторной головки или свинцовой пластинки. Свинцовую пластинку пропускают через зубчатое зацепление и по полученной толщине замеряют фактическое значение.
Индикатор устанавливается на зуб ведущей шестерни, которую вручную поворачивают до момента начала вращения ведомого колеса. Отклонение стрелки индикатора показывает величину бокового зазора.