Как выполнить термообработку пружины?
Пружины, как и другие упругие элементы, изготавливают в основном из углеродистых или легированных сталей с повышенным содержанием углерода. Во время эксплуатации пружины должны обладать высоким пределом упругости и повышенным пределом выносливости. Эти необходимые свойства достигаются с помощью термической обработки.
Обычно термическая обработка рессорно-пружинных сталей состоит из объёмной закалки и среднего отпуска. В приведенной ниже таблице показаны рекомендуемые температуры нагрева при закалке и отпуске основных рессорно-пружинных сталей.
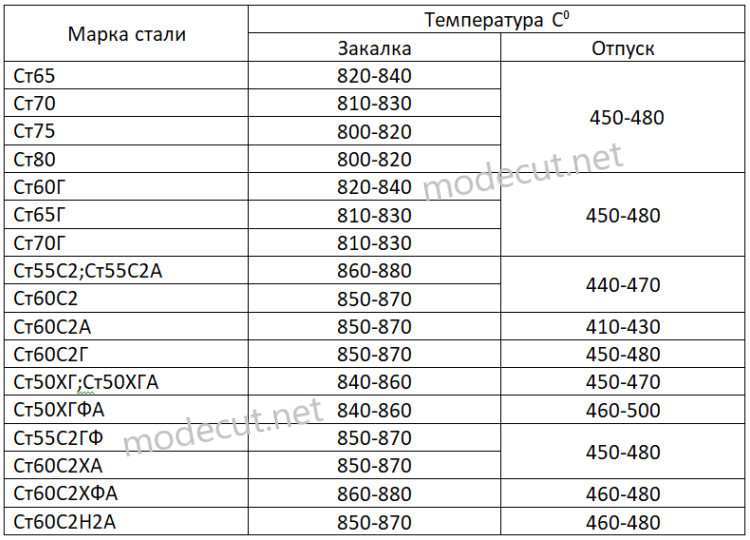
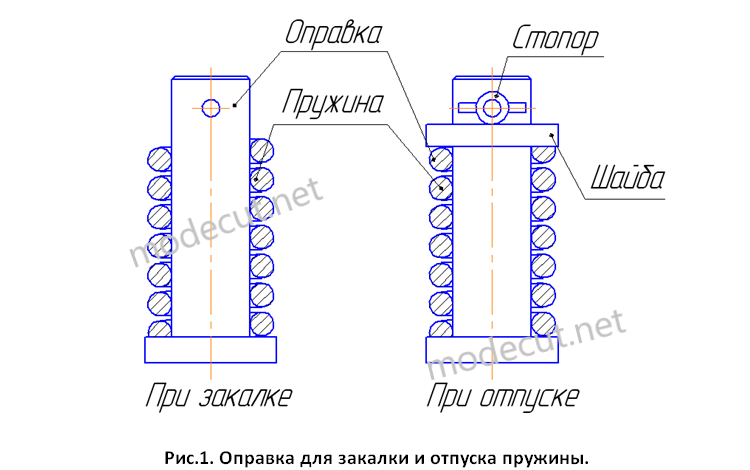
В качестве охлаждающей среды при закалке пружин в основном используется масло. Однако некоторые марки пружинных сталей (Ст55С2; Ст55С2А) можно закаливать и в воде. После отпуска пружины охлаждаются на воздухе. При закалке цилиндрические пружины обычно одевают на оправку (см.рис.1) и укладывают на дно металлической корзины только в горизонтальном положении. Оправка препятствует искривлению формы пружины во время термической обработки. Однако если при закалке все же возникло некоторое коробление, то его можно устранить во время отпуска, используя ту же самую оправку. В этом случае закалённую пружину надевают на оправку и зажимают с помощью стопора и дополнительной шайбы (см. рис.1). В таком состоянии осуществляется отпуск пружины. После отпуска с использованием оправки, коробление на пружине полностью устраняется.
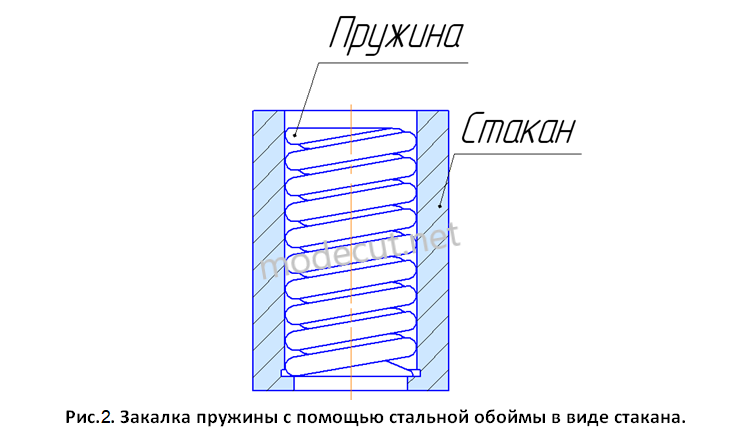
Для закалки крупных пружин применяются стальные обоймы. Перед закалкой пружину помещают в стальную обойму и загружают её в печь.
Обойма представляет собой стакан, внутренний диаметр которого на 0,3-0,4мм больше наружного диаметра пружины, а высота на 10-15мм больше высоты пружины (см. рис.2). В дне стакана есть технологическое отверстие равное среднему диаметру пружины.