

Программа расчитывающая наладочные параметры делительной головки на любое число делений.
Справочник фрезеровщика. Автор А.Н.Оглоблин.
Как нарезать многозаходную резьбу на универсальном токарном станке?
Многозаходная резьба – это резьба, нарезанная в виде двух, трёх или более витков, идущих на равных расстояниях друг от друга. Для того чтобы узнать, сколько заходов (Z) имеет резьба, нужно сосчитать число витков на торце винта или гайки. На рисунке 1б показана многозаходная резьба с двумя заходами (Z=2). Для лучшего понимания многозаходной резьбы рассмотрим её основные отличия от однозаходной резьбы.
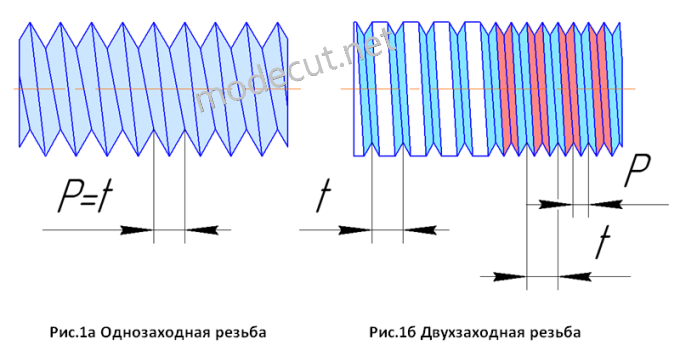
Помимо обычного шага резьбы существует величина называемая ходом резьбы. Ход резьбы это величина линейного перемещения гайки по винту, за один её оборот. Ход резьбы определяется по следующей формуле:

где P – шаг резьбы (мм), Z – количество заходов резьбы. У однозаходной резьбы (Z=1), ход равен шагу резьбы (t=P) (см. рис. 1а). Соответственно у многозаходной резьбы ход t всегда будет больше, чем шаг резьбы (t>P) (см. рис. 1б). Например, у двухзаходной резьбы с шагом P=2мм ход резьбы равен:

Соответственно за один оборот гайка переместиться по винту на 4мм, хотя шаг самой резьбы равен двум миллиметрам.
Часто возникает вопрос, для чего нужна многозаходная резьба, если вместо неё можно нарезать однозаходную резьбу с любым необходимым шагом. Дело в том, что существует прямая связь между шагом резьбы и высотой профиля резьбы. Чем больше шаг резьбы, тем больше и высота профиля резьбы (см. рис.1а). В случаях, когда резьбовая поверхность имеет небольшой диаметр и при нарезке однозаходной резьбы с большим шагом получится большая высота профиля, которая значительно снизит прочностные характеристики поверхности. Очевидно, что при таких условиях целесообразно нарезать многозаходную резьбу с уменьшенной высотой профиля при этом сохранив необходимую величину хода резьбы.
Рассмотрим нарезание многозаходной резьбы на конкретном примере. Пример. Необходимо нарезать трёхзаходнюю резьбу с шагом P=1мм и ходом резьбы t=3мм. Резьбу будем нарезать резцом на универсально-токарном станке модели 16К25. Нарезка будет выполнена с помощью самого распространённого метода, который обеспечивает высокую точность обработки. Этот метод заключается в перемещении резца на шаг резьбы в продольном направлении с помощью верхних салазок суппорта станка.
