

Программа расчета толщины пластины для изготовления детали с эксцентриситетом.
Паспорт зубофрезерного станка модели 5К328.
Как сделать притирку на токарном станке?
Притиркой осуществляют окончательную чистовую обработку поверхностей с целью получения высокой точности (классы 2,1) и шероховатости высокого класса чистоты (до 10-11класса). Инструментом для притирки является чугунный или медный притир, представляющий собой втулку с одной или несколькими прорезями. Рабочей поверхностью притира для обработки наружной поверхности детали является внутренняя поверхность притира, а для внутренней поверхности детали – наружная поверхность притира. Рабочую поверхность притира покрывают абразивной пастой, которая составляется из мелкозернистого абразивного порошка и масла. Для притирки применяют пасты ГОИ (Государственного оптического института) или алмазную пасту. Подача при притирке ручная, равномерная, окружная скорость υ=10-20 м/мин., причем периодически реверсируют (изменяют направление) вращения шпинделя. При очень тонкой притирке, чтобы избежать перегрева изделия и искажения геометрической формы, скорость вращения снижают до 5-6м/мин.
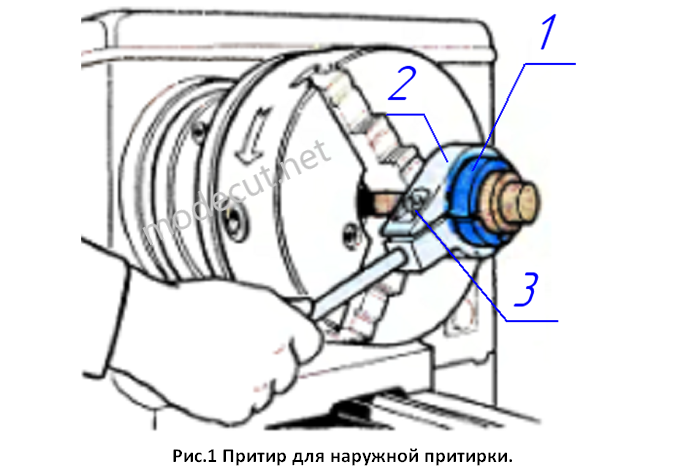
На рисунке показан притир 1 с хомутом 2 для притирки наружной цилиндрической поверхности. В процессе обработки притир периодически сжимают при помощи винта 3, который стягивает хомут. Разрезной притир вручную перемещают вперед и назад вдоль обрабатываемой поверхности с одновременным поворотом попеременно вверх и вниз. Внутренний диаметр притира должен быть больше диаметра притираемой поверхности на 0,15мм при черновой и 0,05мм при чистовой притирке.
Для притирки внутренней поверхности применяют разжимной притир, который изображен на рисунке 2. При притирке внутренних цилиндрических поверхностей притир укрепляют на станке, а в руках удерживают обрабатываемую деталь. Притир для цилиндрических отверстий представляет собой разрезанную втулку 3, надетую на оправку 1 с конусностью 1:50, что соответствует углу наклона 0034/. Винт 2 препятствует провороту притира на оправке. Сопряжение притира с оправкой по конусной поверхности позволяет изменять наружный (рабочий) диаметр разрезной втулки за счёт осевого перемещения.
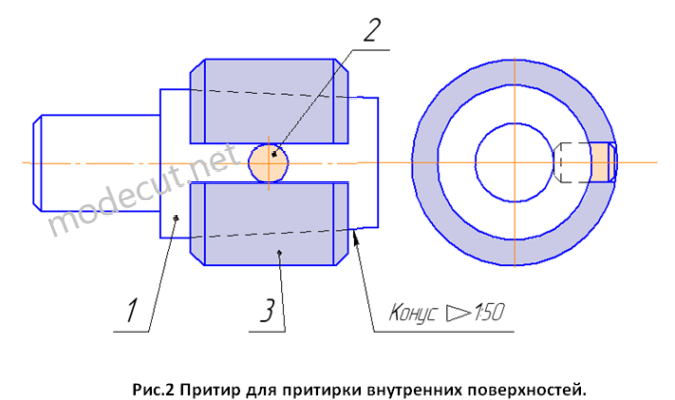
Разжим этого притира осуществляется простым постукиванием по правому его торцу (притир сдвигается по конической оправке и разжимается). Такой притир крепят в шпинделе станка, а притираемую деталь насаживают на притир и удерживают от проворачивания приспособлением (жимком). Существуют притиры, закрепляемые в резцедержателе посредством шарнирной оправки, при этом вращается деталь. Наружный диаметр разрезной втулки делают на 0,02-0,05мм меньше диаметра притираемого отверстия, а длину её на 30% больше длины притираемой поверхности. Притирку отверстий более 20мм выполняют притиром, у которого перемещение разрезной втулке на оправке производиться гайками.