

Программа расчета массы заготовки.
Справочник. Производство зубчатых колес. Авторы С.Н.Калашников, Г.И.Коган, А.С.Калашников.
Как сделать внутренний шестигранник на токарном станке?
Шестигранные отверстия (под ключ) в болтах, винтах и других деталях можно произвести на обычном токарно-винторезном станке путем их прошивания. Для выполнения данного процесса нужно иметь в наличии соответствующую прошивку и специальную оправку. Причем и прошивку, и оправку можно изготовить самостоятельно.
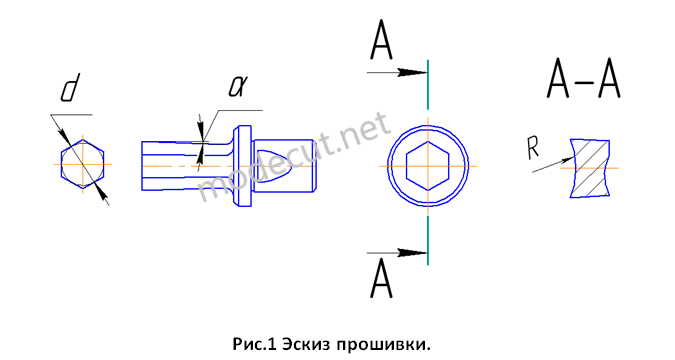
Прошивка это режущий инструмент, который состоит из рабочей части и хвостовика. Рабочая часть прошивки имеет форму шестигранника, который повторяет форму обрабатываемого отверстия (см. рис.1). Хвостовик имеет цилиндрическую форму с лыской предназначенной для фиксации прошивки в отверстии оправки. Задняя поверхность рабочей части прошивки изготовлена под углом для предотвращения её затирания в процессе обработки детали. Передняя поверхность рабочей части прошивки немного вогнутая для улучшения схода стружки. Прошивка изготавливается из закаленной инструментальной стали и перетачивается по передней поверхности.
Оправка состоит из корпуса и центрального вала (см. рис.2). Корпус оправки оснащен хвостовиком для установки её в пиноли задней бабки. Корпус может иметь и другую конструкцию, предназначенную для установки оправки в резцедержателе токарного станка. Однако в этом случае нужно дополнительно регулировать оправку по высоте, так чтобы её ось вращения совпадала с осью детали. Центральный вал установлен в корпусе на двух радиальных и одном упорном подшипнике и закреплен с помощью гайки. Причем ось центрального вала специально не совпадает с осью вращения оправки, и расположена под небольшим углом примерно 1....1,50. В отверстие вала устанавливается прошивка и фиксируется винтом.
Процесс изготовления шестигранного отверстия выполнятся в следующей последовательности. Сначала деталь с предварительно просверленным отверстием (равным диаметру вписанной окружности шестигранника), устанавливается в трехкулачковый патрон, а оправка с зажатой прошивкой крепиться в пиноле задней бабки. Затем задняя бабка подводиться к патрону и включается вращение шпинделя. Далее вручную выдвигается пиноль задней бабки, и шестигранная прошивка врезается в отверстие детали. После сцепления прошивка совместно начинает вращаться с деталью.