

Программа расчета толщины пластины для изготовления детали с эксцентриситетом.
Паспорт зубофрезерного станка модели 5К328.
Как сделать пружину на токарном станке?
Для навивки цилиндрических стальных пружин в патроне токарного станка зажимают оправку, которую поджимают центром задней бабки (см. рис.1).
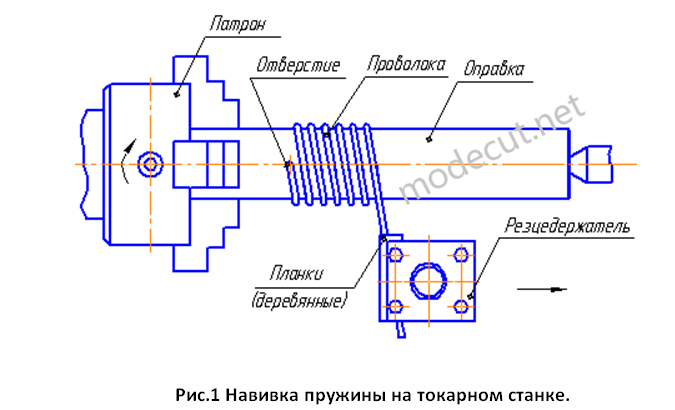
Диаметр оправки должен быть на 10…20% меньше внутреннего диаметра изготовляемой пружины, так как при снятии её с оправки она несколько распускается. Точные размеры некоторых оправок, указаны в таблице. Конец отожженной проволоки вставляют в отверстие оправки и загибают. Чтобы получить необходимое натяжение, проволоку пропускают между двумя планками твёрдого дерева или оправки с отверстием (для прохода проволоки), зажатыми в резцедержателе. Затем устанавливают шаг витка, включают продольную подачу суппорта станка и производят навивку. Продольная подача осуществляется от ходового винта, как при нарезании резьбы. При этом рукоятки коробки подач должны быть установлены на шаг равный или немного больше шага навиваемой пружины. После навивки на всю длину оправки пружину отрезают шлифмашинкой и снимают с оправки. Навивка пружин работающих на растяжение (с плотно соприкасающимися витками), производиться точно также, но суппорт станка перемещается вручную от передней бабке к задней.
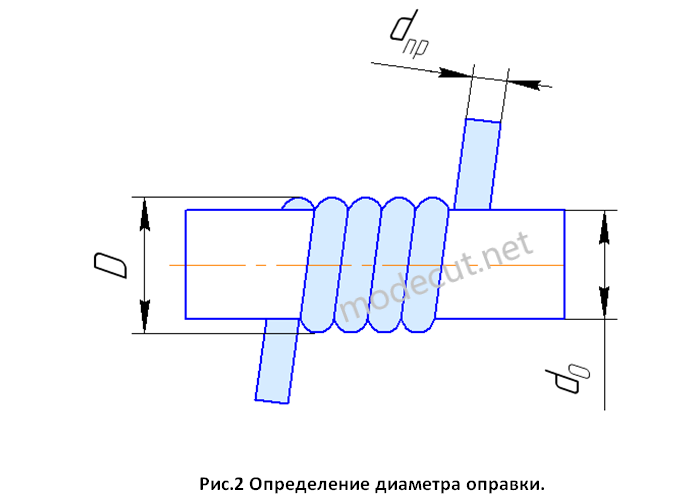
Диаметр оправки также можно рассчитать с помощью мобильного приложения определения рабочих параметров при токарной обработке (для andriod), либо вручную по формуле (см. рис.2):
Диаметр оправки также можно рассчитать с помощью мобильного приложения определения рабочих параметров при токарной обработке (для andriod), либо вручную по формуле (см. рис.2):

где D0 – диаметр оправки (мм), d – внутренний диаметр пружины (мм), K – коэффициент, который зависит от прочности навиваемой проволоки. Значение коэффициента K можно найти в таблице.
Также коэффициент К можно рассчитать при помощи данной формулы:

К примеру, необходимо определить коэффициент К и рассчитать диаметр оправки для навивки пружины внутреннего диаметра ø30мм из проволоки диаметром 2мм. Шаг витков пружины t=12мм.
Согласно ГОСТ 9389-75 “Проволока стальная углеродистая пружинная”, предел прочности проволоки ø2, колеблется в диапазоне 140-230 кг/мм2. Допустим предел прочности данной проволоки 180 кг/мм2. Тогда коэффициент К:

Соответственно диаметр оправки будет равен:

Навивку пружины в холодном состоянии выполняют только при условии, что диаметр навиваемой проволоки не более 6мм. Также стоит отметить, что после испытания пружины сжатия дают небольшую усадку. Учитывая этот факт, шаг пружины во время навивки немного увеличивают (5-8%).
Пружину из приведенного выше примера, можно навивать с увеличенным шагом t0=13мм, так как:
