

Программа определения параметров фрезы и станка для нарезки зубчатых колес на УДГ.
Книга. Токарь-расточник. автор В.К.Смирнов
Как расточить посадочное отверстие под пиноль
в задней бабке токарного станка?
Изношенное посадочное отверстие задней бабки можно восстановить путём её растачивания в новый (ремонтный) размер прямо на ремонтируемом токарном станке. Растачивание посадочного отверстия под пиноль в задней бабке выполняется с помощью специальной борштанги, показанной на рисунке 1.
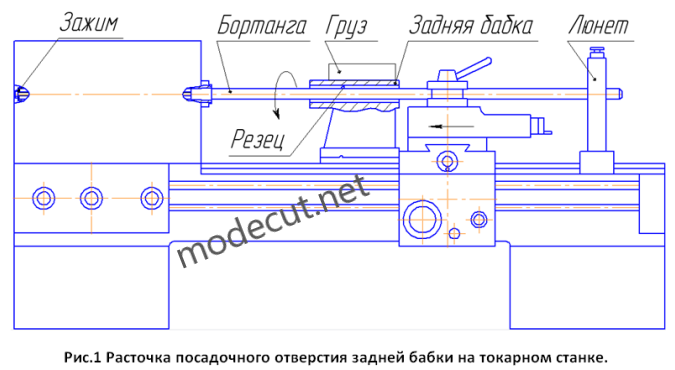
Расточку посадочного отверстия лучше производить, установив заднюю бабку между коробкой скоростей и суппортом станка. В этом случае при расточке суппорт станка будет перемещать заднюю бабку к коробке скоростей, как показано на рисунке 1. Такая схема расположения узлов при расточке обеспечивает наиболее высокое качество обработки. Однако в некоторых случаях расточку посадочного отверстия можно выполнить, установив заднюю бабку с правой стороны суппорта. В этом случае при расточке суппорт будет перемещать заднюю бабку к люнету, установленному на краю станины.
Перед расточкой борштанга устанавливается во внутренний конус шпинделя станка и фиксируется в шпинделе с помощью шайбы, гайки и шпильки, которая вкручивается в торец борштанги и проходит через весь шпиндель. Далее необходимо разобрать заднюю бабку сняв её корпус с основания для того, чтобы поставить её между суппортом и коробкой скоростей. Устанавливаем основание задней бабки на станине станка с левой стороны от суппорта. Затем заводим корпус задней бабки, так чтобы борштанга проходила через его посадочное отверстие, и устанавливаем его на основание. Собираем заднюю бабку возле коробки скоростей. Далее на край станины устанавливаем неподвижный люнет для фиксации свободного конца борштанги.
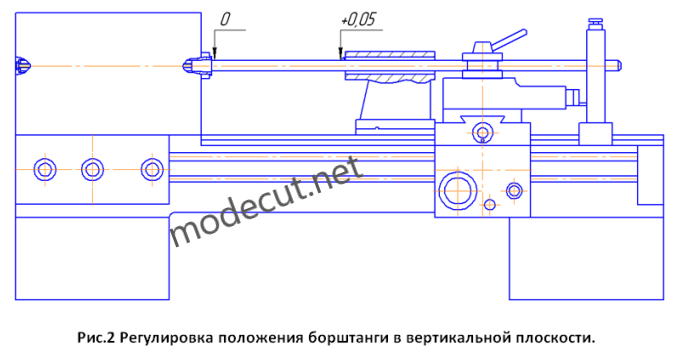
На суппорт станка крепим штатив с индикаторной головкой и с помощью люнета выставляем борштангу параллельно направляющим станка. Затем отводим заднюю бабку от коробки скоростей в её начальное положение при расточке и немного поджимаем её к станине. Устанавливаем штатив с индикаторной головкой на станину станка и, зафиксировав его положение по высоте (штатив используется как штангенрейсмус), выставляем борштангу в вертикальном положении так, чтобы её ось в месте крепления резца была выше оси шпинделя примерно на 0,05мм (см. рис.2). Это условие необходимо выполнить для того, чтобы после полной фиксации задней бабки на станине станка (при её эксплуатации) её центральная ось примерно совпадала с осью коробки скоростей. Затем закрепляем в отверстии борштанги резец, предварительно выставив его вылет. Для обеспечения дополнительной жесткости на корпус задней бабки устанавливаем дополнительный груз. Выполнив все необходимые настройки, растачиваем посадочное отверстие задней бабки с минимальной подачей до чистоты. После расточки контролируем полученное отверстие на конусность и овальность. При отсутствии конуса и эллипса посадочное отверстие задней бабки притирают и замеряют полученный фактический размер, под который будет шлифоваться ремонтная пиноль.