

Программа расчета массы заготовки.
Справочник. Производство зубчатых колес. Авторы С.Н.Калашников, Г.И.Коган, А.С.Калашников.
Как выставить резец по центру детали?
Эффективность процесса токарной обработки, а также полученная в итоге геометрическая точность детали напрямую зависят от правильной установки режущего инструмента относительно оси вращения шпинделя станка. В большинстве случаев резец необходимо устанавливать, таким образом, чтобы его вершина находилась на линии центров станка. Если вершина резца выше центра вращения детали, то при уменьшении обрабатываемого диаметра его задний угол уменьшается вследствие, чего может произойти скалывание режущей кромки (см.рис.1). Во время подрезки торца, отрезания детали или прорезания канавок при достижении определенного диаметра задний угол резца становиться равным нулю, а сам резец перестает резать, так как упирается задней поверхностью в не срезанный участок металла.
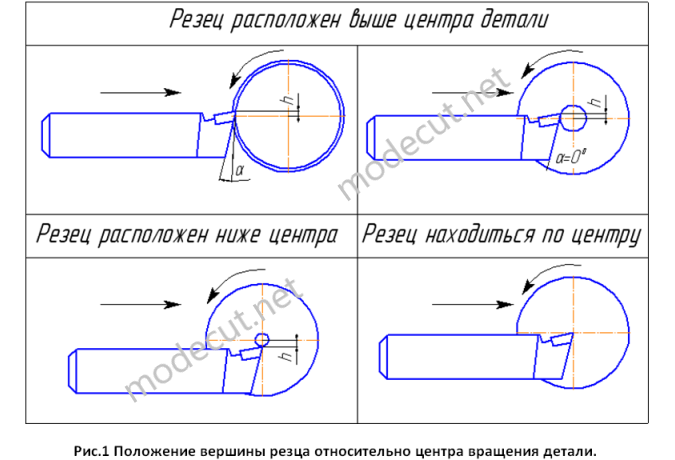
В случае расположения вершины резца ниже центра вращения детали, передний угол резца уменьшается, что приводит к затиранию режущей кромки. После подрезки торца или операции отрезания на детали остается не срезанный участок металла. Чем ниже от центра находиться вершина резца, тем больше диаметр не срезанного участка (см. рис.1). Кроме этого стоит отметить, что расположение вершины резца выше или ниже линии центров станка приводит к искажению формы конических, резьбовых и фасонных поверхностей.
Практически во всех случаях вершина резца, при обычном закреплении инструмента в резцедержателе, располагается ниже оси вращения детали. Поэтому сам процесс установки резца по центру вращения выполняется путем подкладывания под резец пластин различной толщины. Важно отметить, что для обеспечения жесткости закрепления рекомендуется подкладывать под резец не более трех пластин. Нужную высоту (общую толщину подкладных пластин) на которую необходимо поднять резец, так чтобы его вершина находилась на оси вращения, можно определить различными способами. Рассмотрим самые распространенные способы определения нужной высоты.
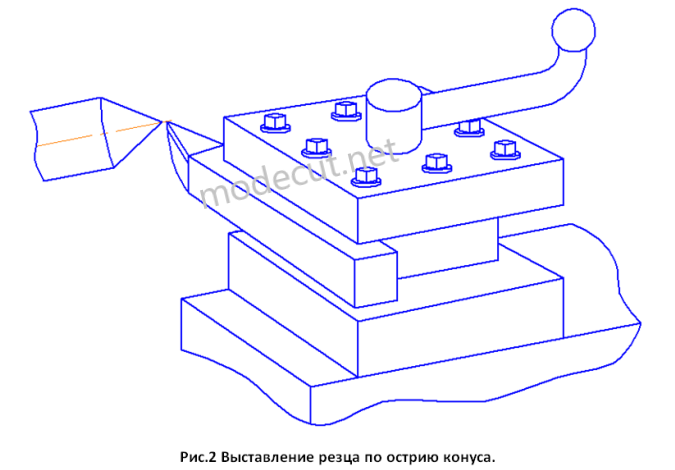
Способ 1. Первый способ выполняется с помощью конического центра, который устанавливается в шпинделе или в пиноле задней бабки станка. При этом суппорт станка подводиться к ближе центру, а резец помещается в резцедержатель. Далее путем подбора под резец подкладываются пластины до тех пор, пока его вершина визуально не будет совпадать с острием конуса (см. рис.2).
Способ 2. Второй способ определения нужной толщины подкладных пластин заключается в косвенном измерении этой толщины путем подрезки торца на произвольной заготовке.