

Программа расчитывающая наладочные параметры делительной головки на любое число делений.
Справочник фрезеровщика. Автор А.Н.Оглоблин.
Как выточить шар на универсальном токарном станке?
Для изготовления шара на универсальном токарно-винторезном станке используют метод копирования. Суть этого метода заключается в формировании на заготовке сферической поверхности, повторяя контур образца “копира”. Рассмотрим процесс изготовления шара методом копирования более детально.
Сферическую поверхность довольно большого диаметра обычно обрабатывают одним отрезным резцом. Однако при обработке шара по методу копирования используют сразу два абсолютно одинаковых отрезных резца. Первый резец обрабатывает заготовку, а второй в это время перемещается по поверхности копира и задает первому резцу необходимую траекторию движения.
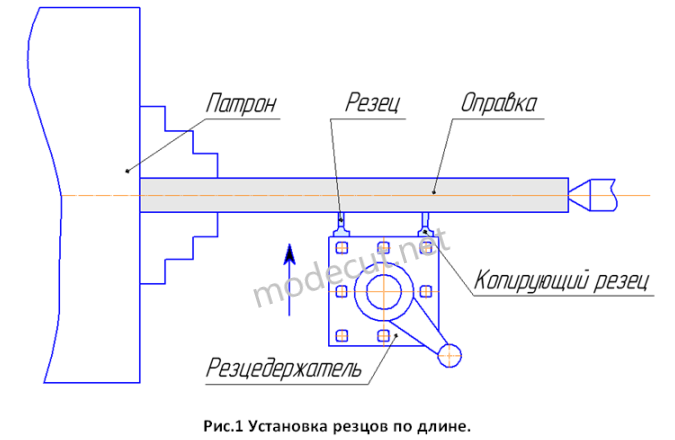
Перед тем как производить обработку сферической поверхности необходимо выставить положение резцов относительно друг друга. Вылет у резцов должен быть одинаковым. Для этого в патрон станка устанавливаем проточенную заготовку, которая выполняет функции контрольной оправки, и поджимаем её центром (см. рис.1). Затем устанавливаем и зажимаем в резцедержателе станка первый отрезной резец, предварительно измерив, вылет необходимый для проточки сферы. Второй резец, устанавливаем в резцедержатель станка с немного большим вылетом и пока не фиксируем его положение болтами. Рукояткой поперечной подачи станка подводим суппорт до касания первого резца поверхности оправки. При этом второй резец (не зажатый) сместиться в резцедержателе и его вылет станет точно таким же, как и у первого резца. Зажимаем второй резец в резцедержателе и устанавливаем заготовку в патрон станка.
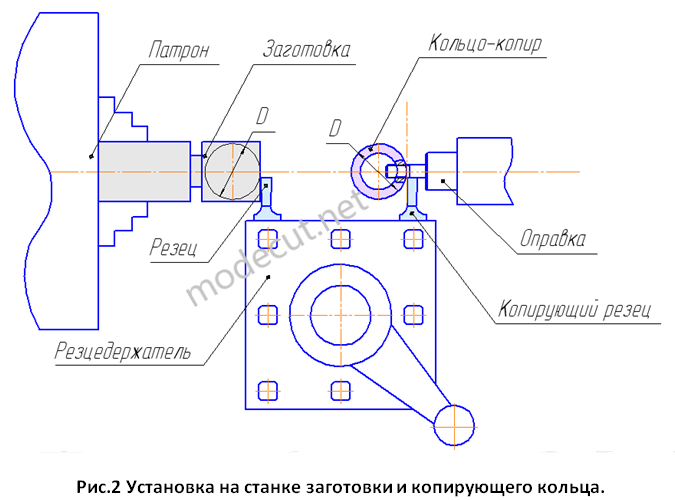
В качестве копира при формировании сферической поверхности часто используют уже готовые шары, предварительно установленные на оправке. Однако при отсутствии такого сферического образца в роли копира можно использовать обычное кольцо, которое довольно легко изготовить на токарном станке (см. рис.2). Наружный диаметр D кольца - копира должен быть равен диаметру обрабатываемой сферы. На торце кольца располагается резьбовое отверстие, с помощью которого кольцо-копир крепиться на технологической оправке, установленной в задней бабке станка. Технологическую оправку обычно изготавливают из поломанного спирального сверла большого диаметра, а сам процесс её изготовления проходит в несколько этапов. В начале от сверла отрезают режущую часть, оставляя при этом конический хвостовик. Затем на хвостовике (со стороны отрезки) обрабатывают торец и сверлят центральное отверстие под нарезку резьбы. Далее нарезают резьбу и вкручивают в него шпильку.