

Программа расчета толщины пластины для изготовления детали с эксцентриситетом.
Паспорт зубофрезерного станка модели 5К328.
Как изготовить тонкостенную (согнутую) деталь с помощью давления на токарном станке?
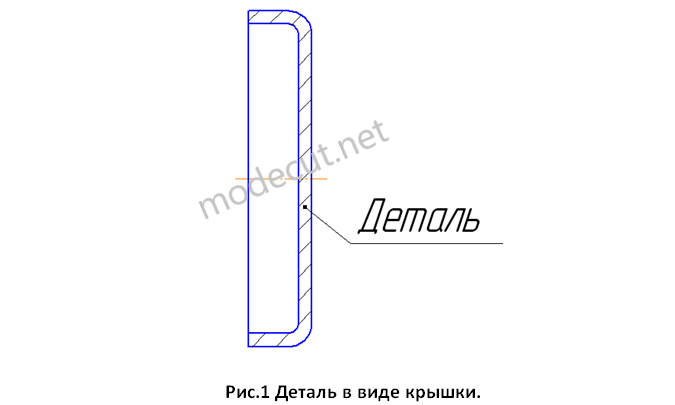
Этот способ обработки широко применяется в единичном производстве для изготовления деталей типа донышек, крышек, обойм, колпачков, ободков и других деталей. К примеру, нам необходимо изготовить небольшую крышку, показанную на рисунке 1.
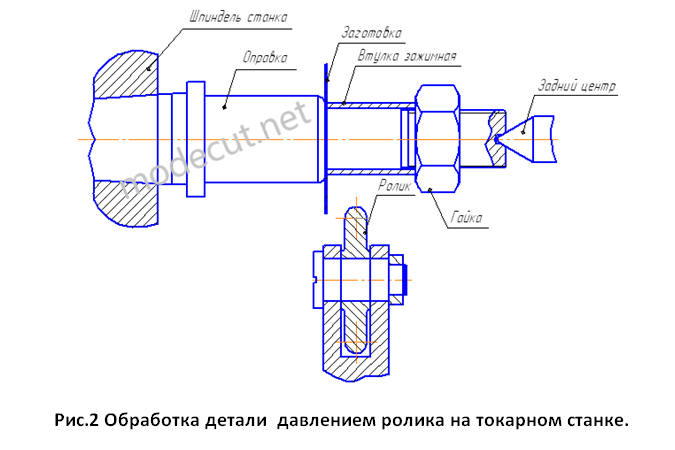
Обработка давлением выполняется стальным закаленным роликом или шарикоподшипником, который вращается на оси державки, закрепленной в резцедержателе станка. Заготовка, вырезанная из листового материала, обжимается роликом по форме оправки, установленной в шпинделе передней бабке станка. При вращении шпинделя заготовка под давлением ролика деформируется и принимает форму оправки (см. рис.2).
Обрабатывать мягкую сталь рекомендуется при 400-600 оборотах шпинделя в минуту, дюралюминий – при 800-1200 оборотах. Чем меньше и тоньше заготовка, чем мягче материал, из которого она сделана, тем больше оборотов можно сообщить шпинделю станка. Оправку делают из стали и чугуна. Ролики изготавливают из инструментальной стали У6-У8 и закаливают до твёрдости 55-60 HRC. Рабочая поверхность ролика должна быть отполирована. Перед выдавливанием каждой новой детали ролик смазывают солидолом. Подачу ролика производят вручную.