

Программа для определения параметров разных резьб.
Альбом. Металлорежущие станки. Авторы А.М.Кучер М.М.Киватицкий А.А.Покровский
Как эффективно обработать партию деталей
имеющих точную длину?
Токарная обработка детали имеющей точную длину выполняется с проведением дополнительных пробных проходов и предварительных измерений, необходимых для обеспечения заданной точности линейного размера. При этом время изготовления детали значительно возрастает. К тому же данная задача значительно усложняется, в случае не единичного изготовления детали, а производства какой либо партии. На практике, существует один технологический способ, позволяющий просто изготовить партию деталей точной длины путем использования постоянного упора. В качестве постоянного упора применяется несложная оправка, которая состоит из хвостовика, длинного болта с круглой головкой и контргайки (см. рис.1). Хвостовик имеет наружную коническую поверхность и предназначен для установки оправки в отверстие шпинделя станка. Обычно коническая поверхность хвостовика изготавливается с конусом Морзе. К примеру, на токарном станке модели 16К20 посадочное отверстие в шпинделе имеет конус Морзе №5.
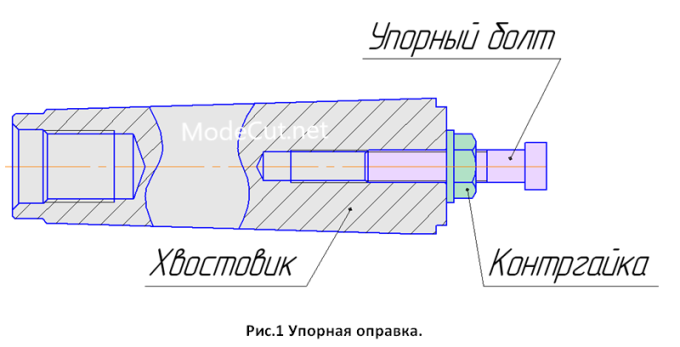
Болт с круглой головкой вкручивается в торец хвостовика и используется в качестве упора. Наружный диаметр головки упорного болта должен быть немного меньше наружного диаметра обрабатываемой детали. Контргайка фиксирует необходимый вылет упорного болта. Для наглядности работы упорной оправки рассмотрим процесс обработки детали на конкретном примере. Пример. На рисунке 2 изображена деталь, которую необходимо изготовить на токарно-винторезном станке в количестве 50 штук. Как видно из рисунка деталь имеет довольно точную длину L=55-0,1. Детали будут производиться из круглого проката диаметром 20мм. Материал заготовки Сталь 45. Длина заготовок L=330мм (на 5 деталей.)
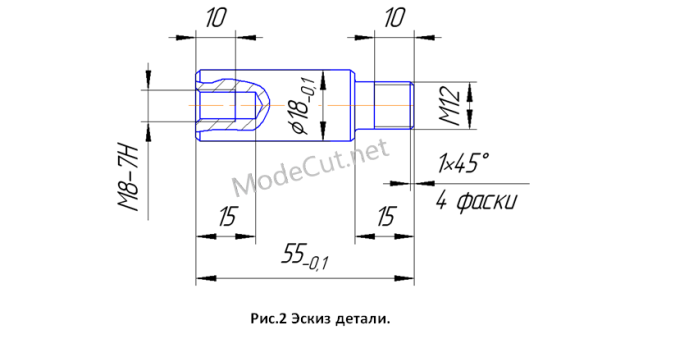
Обработка данной детали будет выполняться за две установки. Сначала заготовка устанавливается в патрон станка и подрезается торец до чистоты. Далее протачивается наружная поверхность детали диаметром ∅18-0,1, на длину L=60мм (55+5). Затем протачивается наружная поверхность диаметром ∅11,85-0,15 на длину L=12мм (под резьбу).
После этого обрабатываются две фаски 1х450, нарезается резьба М12 на длине L=10мм и отрезается деталь, выдерживая размер L=55,5-0,25 (55+0,5). Отрезку детали нужно выполнять со снятием предварительной фаски на 1,5х450 (1,5(1+0,5) на втором торце детали).