Программа расчета массы заготовки.
Справочник. Производство зубчатых колес. Авторы С.Н.Калашников, Г.И.Коган, А.С.Калашников.
Причины возникновения конусности на поверхности детали. Как выставить переднюю бабку токарного станка?
Продолжительная эксплуатация токарного станка со временем приводит к снижению и потере его геометрической точности. Одним из наиболее распространенных признаков снижения точности токарных станков является появление конусности на поверхности обрабатываемой детали. Возникает конусность по следующим причинам: неправильное крепление детали в станке, смещение оси вращения шпинделя передней бабки относительно продольной подачи станка, износ шпиндельных подшипников, смещение центральной оси задней бабки (при условии, что деталь при обработке поджималась центром задней бабки).
Правильность установки и крепления заготовки на станке зависит от размеров и формы самой заготовки. Основным условием правильной установки является обеспечение необходимой жесткости при обработке детали. К примеру, если длинную заготовку, у которой длина в четыре раза больше собственного диаметра, обработать без использования задней бабки, то из-за недостаточной жесткости при обработке конец детали будет отгибаться, вследствие чего и появится конусность.
Если же деталь при обработке поджималась центром задней бабки и в результате на поверхности образовалась конусность, то возможной причиной её появления является смещение оси задней бабки относительно шпинделя станка.
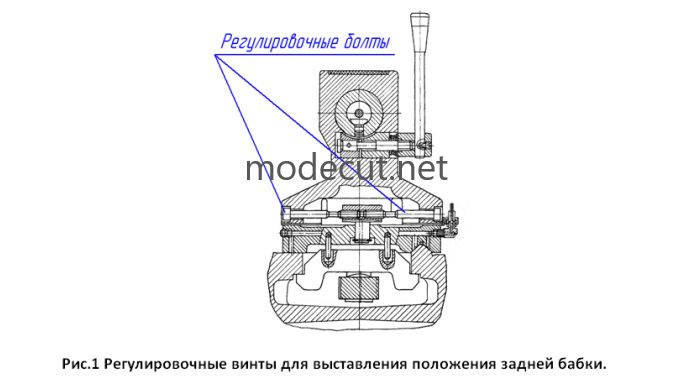
Для того чтобы это определить, необходимо проточить пробную деталь, зажав её только в патроне. Если после протачивания конусность на детали отсутствует, то ось задней бабки смещена и не совпадает с осью передней бабки. Смещение центра задней бабки довольно легко убрать с помощью регулировочных винтов (отжимая один и поджимая другой), которые расположены на боковых сторонах корпуса задней бабки (см. рис. 1).
Если после протачивания детали, жестко зажатой только в патроне, на наружной поверхности наблюдается конусность, то причиной её появления может быть не параллельность оси шпинделя передней бабки станка относительно продольного перемещения суппорта. В этом случае чтобы избавиться от конусности необходимо, выставить переднюю бабку. Стоит отметить, что максимально допустимое значение конусности для токарного станка должно быть не более 0,02мм на длине проточки L=200мм.
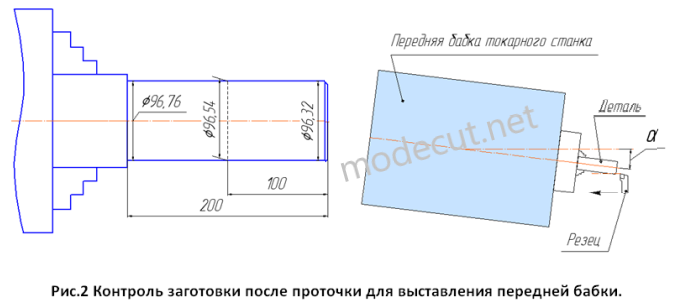
Рассмотрим более детально порядок выставления оси передней бабки относительно продольной подачи станка. Сначала определим величину фактической конусности. Для этого устанавливаем заготовку в патрон токарного станка, таким образом, чтобы можно было проточить шейку длиной L=200мм и закрепляем. Затем протачиваем заготовку по наружной поверхности до чистоты (снимая не большой припуск) на длине L=200мм. Полученную наружную поверхность измеряем с помощью микрометра в трех сечениях. Первое измерение выполняем возле торца детали, второе (посередине) на расстоянии 100мм от торца и третье в конце проточенной поверхности (см. рис.2).
По результатам измерения на наружной поверхности детали наблюдается очень большая конусность. Фактическая разность диаметров проточенной поверхности составляет 0,44мм (96,76-93,32=0,44). Так как наименьший диаметр находиться на правом краю детали, то это означает, что передняя бабка станка повернута в сторону резцедержателя, как показано на рисунке 2.