

Программа определения межосевого расстояния равноудаленных отверстий от центра детали.
Паспорт станка поперечно-строгального модели 7М37.
Какой контрольный инструмент используется при обработке зубьев цилиндрических зубчатых колёс?
Для проверки правильности изготовления цилиндрического зубчатого колеса применяется три основных метода контроля: измерение длины общей нормали, измерение толщины зуба по хорде и измерение контрольного размера по роликам. Рассмотрим все методы контроля более подробно.
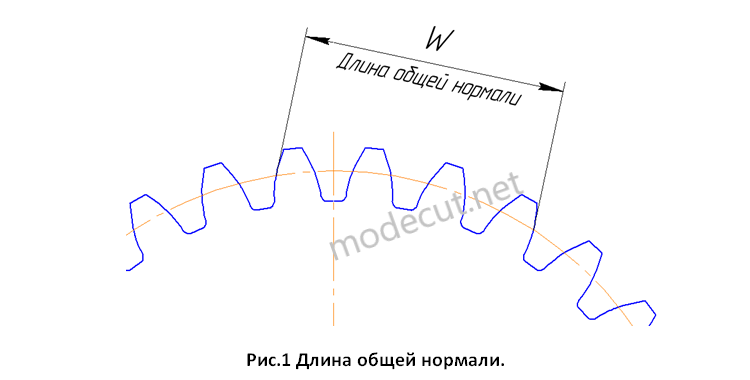
Измерение длины общей нормали. Данный метод контроля является самым распространённым способом и широко применяется в производстве зубчатых колёс, так как для выполнения измерения зубчатых колёс невысокой степени точности или зубчатых колёс нарезанных с припуском под последующее зубошлифование, необходимо иметь лишь обычный штангенциркуль. При этом следует отметить достаточно высокую точность такого измерения. Длина общей нормали изображена на рисунке 1.
Измерение длины общей нормали. Данный метод контроля является самым распространённым способом и широко применяется в производстве зубчатых колёс, так как для выполнения измерения зубчатых колёс невысокой степени точности или зубчатых колёс нарезанных с припуском под последующее зубошлифование, необходимо иметь лишь обычный штангенциркуль. При этом следует отметить достаточно высокую точность такого измерения. Длина общей нормали изображена на рисунке 1.
Контроль длины общей нормали зубчатых колёс высокой точности выполняется с помощью нормалемера (см. рис.2). Нормалемер состоит из цилиндрической пустотелой штанги, по которой перемещается разрезная втулка с переставной губкой. Втулка предохраняется от поворота шпонкой. Втулка с переставной губкой стопориться на штанге силами упругости и для её освобождения и установки на необходимый размер осуществляется поворотом стопора. Подвижная измерительная губка подпружинена и перемещается вдоль оси штанги и передаёт своё перемещение индикатору. Для удобства измерения подвижную губку можно отводить с помощью рычага на 1…2мм.

Настройка нормалемера на необходимый размер выполняется с помощью концевых мер. Настраивают нормалемер на номинальный размер длины общей нормали. Пример. Необходимо произвести настройку нормалемера для контроля зубчатого колеса со следующими параметрами: модуль m=2,25; число зубьев z=30; коэффициент смещения x=0,15; угол наклона зубьев β=00; количество зубьев необходимых для измерения длины общей нормали zn=4; длина общей нормали равна:

Концевыми мерами набираем номинальный размер длины общей (20+4=24мм). Подводим переставную губку и устанавливаем концевые меры между губками, обеспечивая предварительный натяг на подвижной губке (см. рис.3). Устанавливаем индикатор на ноль.