
Паспорт. Станок радиально-сверлильный модели 2Н55.
Книга. Металлорежущие инструменты. Автор П.Р.Родин
Как нарезать прямозубое цилиндрическое колесо на зубофрезерном станке? (Страница 2)
Нарезаемая заготовка устанавливается на оправку и закрепляется на столе станка. Заготовка должна быть закреплена жёстко и не должна пружинить во время обработки. Для обеспечения дополнительной жесткости заготовку с оправкой поджимают центром контрподдержки. Один из способов установки заготовки на столе станка показан на рисунке 3. Установку заготовки необходимо проверить индикаторной головкой. Биение по наружному диаметру не должно превышать 0,03мм. Торцовое биение оправки для заготовки не должно превышать 0,02мм.
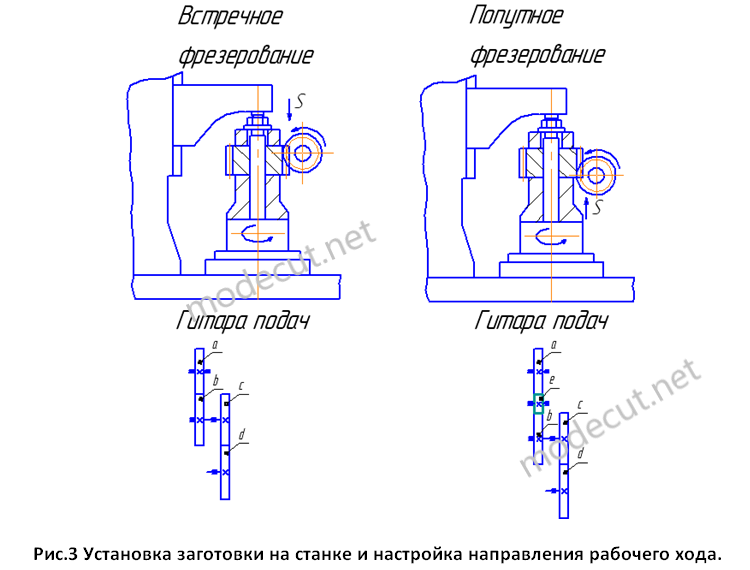
Обработка цилиндрических колес может производиться методом встречного или попутного фрезерования. При встречном фрезеровании вертикальная подача фрезы осуществляется сверху вниз. При попутном фрезеровании вертикальная подача осуществляется наоборот. Фреза перемещается снизу вверх (см. рис.3). Величину подачи следует принимать согласно требованиям частоты и точности нарезаемого колеса. При черновом проходе подача примерно равна 2-2,5мм на один оборот заготовки, при чистовом проходе рекомендуемая подача должна быть равна около 0,5..1,5мм на один оборот заготовки. Слишком малые подачи вследствие скольжения фрезы применять не стоит. Настройка гитары подач производиться по формуле:

где SB– величина подачи (мм) на один оборот; “a“ и “с” числа зубьев ведущих шестерён в гитаре; “b” и “d” числа зубьев ведомых шестерён гитары (см. рис.3). Для попутного фрезерования необходимо в гитару подач установить паразитную шестерню “e” тем самым изменить направление вращения гитары и вертикальной подачи суппорта (см. рис.3). Число зубьев паразитной шестерни “e” может любым. Расчёт настройки гитары подач для нашего примера, произведем вместе с расчётом гитары деления, так как станок оснащен одним сменным комплектом зубчатых колёс на гитары деления, дифференциала и подачи. В комплект зубчатых колёс входит 41 шестерня со следующими числами зубьев: 23; 24; 25(2шт); 30; 33; 34; 35; 37; 40; 41; 43; 45; 47; 48; 50; 53; 55; 57; 58; 59; 60; 61; 62; 65; 67; 70; 71; 73; 75; 79; 80; 83; 85; 89; 90; 92; 95; 97; 98; 100.
Формула настройки гитары деления:

где R-число заходов фрезы(R=1), z-число зубьев нарезаемой заготовки (z=35), “a“ и “с” числа зубьев ведущих шестерён в гитаре; “b” и “d” числа зубьев ведомых шестерён гитары (см. рис.4).
Рассчитаем для нашего примера сменные шестерни в гитару деления:

Для удобства расчёта числитель и знаменатель дроби 24/35 мы умножили на число 100. Все полученные сменные шестерни есть в комплекте станка. После установки сменных шестерён в гитару деления (см. рис.4) определяем сменные шестерни в гитару подачи, так чтобы подача была равна SB=1,2мм/об:
