Программа расчета массы заготовки.
Справочник. Производство зубчатых колес. Авторы С.Н.Калашников, Г.И.Коган, А.С.Калашников.
Каким инструментом нарезаются эвольвентные шлицевые соединения?
Эвольвентные шлицевые соединения применяются в довольно сильно нагруженных узлах и способны выдерживать передачу больших крутящих моментов. По сравнению с прямобочными шлицами, эвольвентная форма шлицов имеет большую площадь рабочего контакта, а зубья соединения немного шире у основания. Эвольвентные шлицевые соединения обрабатываются также как и прямозубые цилиндрические зубчатые колеса. Наружные эвольвентные шлицы нарезаются с помощью червячных фрез на зубофрезерных и шлицефрезерных станках. Перед нарезкой шлицов в станке настраивают гитару деления под требуемое число зубьев, а с помощью гитары подач устанавливают величину и направление рабочей подачи. Червячную фрезу устанавливают с оправкой в суппорт станка, который подворачивают на угол подъёма витков червячной фрезы. Внутренние шлицы обрабатываются долбяками на зубодолбежных станках. Для нарезки внутренних шлицов в станке настраиваются: гитара деления (на нужное число зубьев), ход долбяка и гитары радиальной и круговой подач.
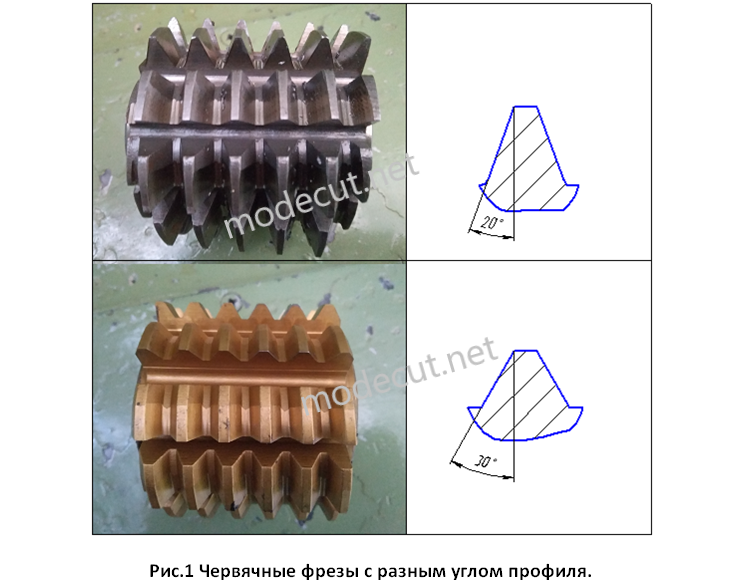
Однако в отличие от зубчатых колес эвольвентные шлицевые соединения имеют увеличенный угол профиля, который равен α=300. Соответственно для нарезки шлицевого соединения используется специальный режущий инструмент, имеющий такой же угол профиля α=300. Для наглядности на рисунке 1 изображены две червячные фрезы. Одна фреза используется для нарезания зубчатых колес и имеет угол профиля α=200, а вторая фреза (α=300) предназначена для нарезки эвольвентных шлицов.
Возникает логичный вопрос, зачем для нарезки шлицевого соединения приобретать дополнительный режущий инструмент, если его можно нарезать инструментом, используемым для нарезки зубчатых колес (α=200). Ответ на этот вопрос можно найти, детально рассмотрев процесс формирования зуба во время обкатки. Например, необходимо червячной фрезой нарезать на валу эвольвентные шлицы модулем m=2 и числом зубьев z=14. Червячная фреза имеет ряды зубьев расположенных по спирали. В процессе резания методом обката деталь по определенному соотношению (в зависимости от числа зубьев) вращается вместе с фрезой. Во время поворота детали зубья червячной фрезы поочередно врезаются и формируют впадину зуба эвольвентной формы. Этот процесс можно представить в виде прямолинейного перемещения одного зуба фрезы относительно поворота детали. При нарезке шлицов (m=2, z=14) фрезой с углом профиля α=200 сформируется эвольвентные зубья определенной формы (см. рис.2).