Как выполняется термообработка быстрорежущей стали?
Быстрорежущая сталь является одним из основных инструментальных материалов и используется для изготовления практически всех видов режущего инструмента. За счёт содержания в своем составе таких легирующих элементов как вольфрам (от 6 и до 18%), хром (до 4,5%), молибден (до 5%), кобальт (до 10%), быстрорежущая сталь выдерживает довольно большие скорости резания, сохраняя при этом стойкость режущей кромки.
Однако из-за особенностей структуры высоколегированного сплава и характера, протекающих в нем превращений, быстрорежущая сталь подвергается технологически непростой термической обработке. Термическая обработка быстрорежущих сталей состоит из отжига заготовки перед механической обработкой изделия и закалки с последующим отпуском в процессе изготовления инструмента. Рассмотрим все термические процессы более детально.
Отжиг быстрорежущей стали выполняется с целью снятия внутренних напряжений, снижения твердости и получения однородной структуры материала. Твердость изделия после отжига должна быть около 250-285 HB. При отжиге заготовка медленно нагревается до температуры 800-8600С, и материал подвергается фазовому превращению из начальной структуры в аустенит. Затем заготовка подвергается быстрому охлаждению до температуры выдержки 720-7500С путем переноса заготовки в другую печь. Такое ускоренное охлаждение сокращает время отжига и не влияет на процесс формирования необходимой структуры металла. При температурах 720-7500С заготовка выдерживается в печи. Время выдержки должно быть больше времени изотермического превращения аустенита.
Благодаря изотермической выдержке, фазовое превращение по всему объёму происходит одинаково, что способствует получению однородной структуры. После выдержки заготовка охлаждается до температуры 6000С в печи и далее на воздухе.
Закалка быстрорежущей стали, как правило, ступенчатая. Нагрев до закалочной температуры выполняется в несколько этапов. Количество этапов зависит от сложности формы и размеров закаливаемого инструмента. Такой подход позволяет снизить вероятность возникновения трещин и деформации. К примеру, заготовку простой формы на первом этапе медленно нагревают в печи до температуры 800-8600С с последующей выдержкой.
После предварительного прогрева происходит быстрый нагрев заготовки до закалочной температуры 1250-13000С также с последующей выдержкой. Крупногабаритную заготовку (сечением более 30мм) сложной формы дополнительно прогревают до температуры 400-5000С и до температуры 1000-11000С.
Время выдержки при каждом подогреве зависит от выдержки окончательного нагрева, и устанавливаются в следующем соотношении к нему: 3:1 при 400-5000С; 2:1 при 800-8600С; 1:1 при 1000-11000С. Окончательная температура нагрева должна быть выбрана так, чтобы обеспечить растворение достаточного количества карбидов с последующей диффузией легирующих элементов в аустените, а также для получения структуры мартенсита при охлаждении.
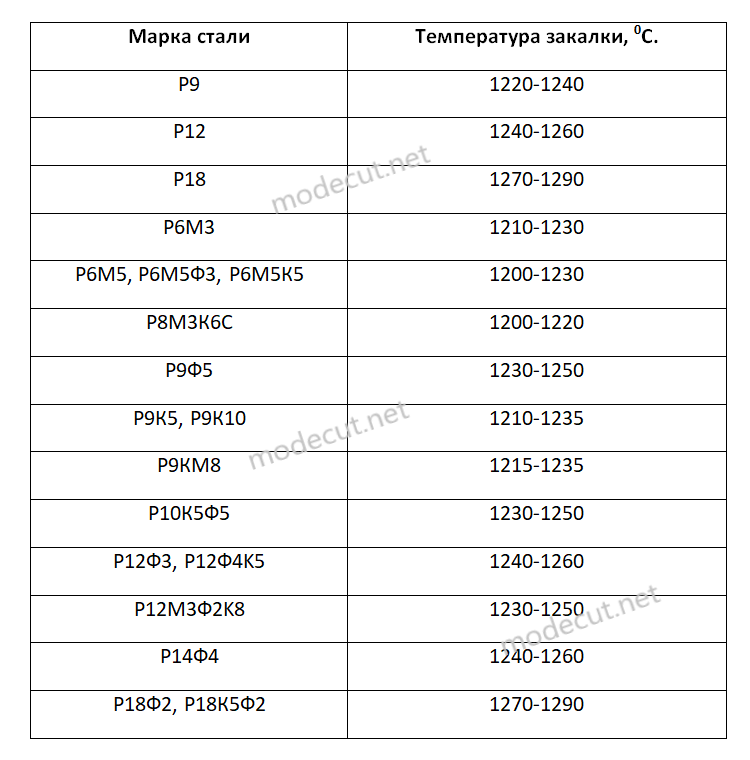
В таблице приведены рекомендуемые диапазоны закалочных температур различных марок быстрорежущих сталей. Стоит отметить, что приведенный диапазон температур может быть не оптимальным для сталей с низким содержанием вольфрама (Р6М3, Р6М5). В этом случае рабочую температуру нужно скорректировать путем проведения закалки на пробной детали.