

Программа расчета массы заготовки.
Справочник. Производство зубчатых колес. Авторы С.Н.Калашников, Г.И.Коган, А.С.Калашников.
Обкатка поверхностей шариками или роликами.
Получить наименьшую шероховатость поверхности детали на токарном станке возможно не только путём её доводки наждачной бумагой. На практике существует один способ позволяющий добиться наилучшей шероховатости без последующей шлифовки детали. Суть этого способа заключается в отделке поверхности детали методом поверхностного пластического деформирования “ППД”.
Данный способ схож с процессом накатывания рифлений, однако в данном случае, вместо накатки поверхность детали обкатывается шариком или роликом. Во время обкатки свободно вращающийся шарик или ролик с определенным усилием прижимается к поверхности детали и сглаживает её микронеровности. При этом кроме значительного снижения шероховатости наблюдается повышение твердости поверхностного слоя детали. На практике процесс обкатывание роликами используется только в случае необходимости получения глубокого упрочненного слоя. При отделочных работах, где главной целью является, получение наилучшей шероховатости, ролики обычно не применяются.
Перед обкаткой поверхность детали подвергается чистовой обработке. Обкатной инструмент (шарик или ролик) крепиться в оправке, а сама оправка устанавливается в резцедержателе станка. После поджатия шариком (или роликом) детали, включают продольную подачу станка (см. рис.1).
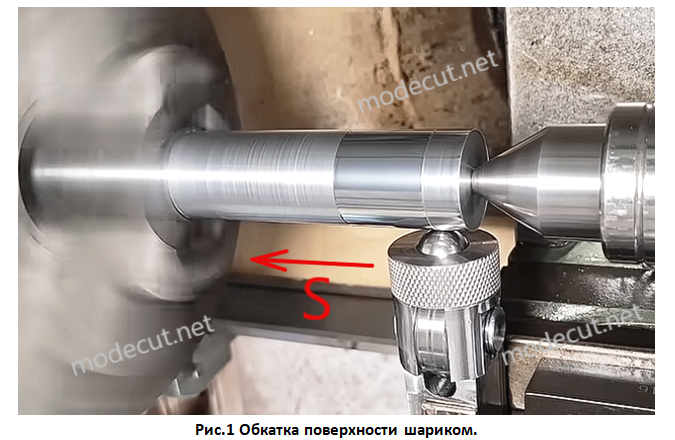
Процесс обкатки проходит с обильным охлаждением. В качестве смазочно-охлаждающей жидкости используют индустриальное масло. Для получения наилучшей чистоты процесс обкатки выполняют в несколько проходов.
Следует учесть, что после обкатки поверхности наблюдается небольшое уменьшение её диаметра (обычно на 0,01…0,035мм). Величина уменьшения диаметра зависит от твердости детали и усилия прижима обкатного инструмента. Согласно справочникам обкатку осуществляют при скорости вращения детали V=80…150 м/мин и продольной подачи S=0,2…0,5мм/об.
Оправки для обкатки конструктивно делятся на два типа: оправки с жестким контактом и оправки с упругим контактом. В оправках с жестким контактом сила давления инструмента на поверхность детали создается за счет поперечной подачи токарного станка. На рисунке 2 изображены жесткие оправки.